
| Cost, Profit and Savings Factors | Details/Calculation | Costs, Profits and Savings per year |
|---|---|---|
| Additional machine running time (break run and in an unmanned shift) | 4 hours/day on 250 days/year with a yield of 80 €/hour in an unmanned shift | Additional Profit: 80.000 € |
| Avoidance of follow-up costs due to tool breakage (defective tools, including on subsequent stations) | Previously 1.500 €/week for 50 weeks/year due to damage to tools, holders and machine parts | Cost Savings: 75.000 € |
| Prevention of machine fires | Annualized costs of machine fires of 5.000 €/year | Cost Savings: 5.000 € |
| Avoidance of follow-up costs due to tool breakage (downtime) | 2 % more output with a yield of 80 €/hour in two-shift operation (16 hours/day on 250 days/year) | Additional Profit: 6.400 € |
| Extended tool life | 20 % longer service life with tool costs of 90.000 €/year | Cost Savings: 18.000 € |
| Increase cutting parameters without risk | 10 % more output at a yield of 80 €/hour over 16 hours/day on 250 days/year | Additional Profit: 32.000 € |
| Possibility of using less expensive tools | 5 % savings on annual tool cost amounting to 90.000 €/year | Cost Savings: 4.500 € |
| Measurement curve visualization reveals time-consuming travel distances in slow working feed rates | 5 % more output at a yield of 80 €/hour over 16 hours/day on 250 days/year | Additional Profit: 16.000 € |
| Detection/prevention of short parts by means of control during face turning or by means of workpiece length sensor WLT or IND | Savings on a separate testing station costing 1.500 €/year and/or manual testing requiring 50 man-hours/year at 35 €/man-hour | Cost Savings: 3.250 € |
| In-process workpiece dimension inspection using friction noise between the test tool and the rapidly rotating surface of the workpiece or tool | Savings on a separate testing station costing 1.500 €/year and/or manual testing requiring 50 man-hours/year at 35 €/man-hour | Cost Savings: 3.250 € |
| Avoidance of air cuts ("gap control") through cut detection, especially during grinding | 5 % more output at a yield of 80 €/hour over 16 hours/day on 250 days/year | Additional Profit: 16.000 € |
| Additional profit with tool monitoring | Addition of additional profit and cost savings | Total: 259.400 € |
| Costs of the tool monitoring system | Annual rental fee of 3.500 € for Tool Monitor and sensors | Rental cost: 3.500 € |
| Costs of operating the tool monitoring system | 1 man-hours/week, 50 weeks/year, and 35 €/man-hour for operating the Tool Monitor | Cost: 1.750 € |
The savings and additional revenues shown are based on a concrete practical example with verifiable assumptions regarding running times, hourly rates and tool costs.
To enable you to realistically assess the cost-effectiveness for your own machine, we provide you with a calculation template as a PDF, with which you can adjust all relevant parameters individually!
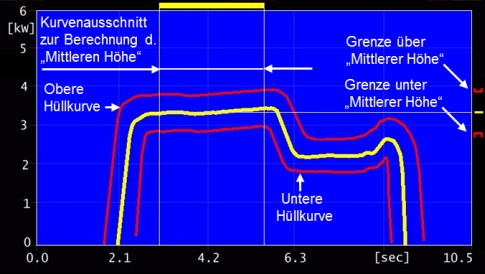
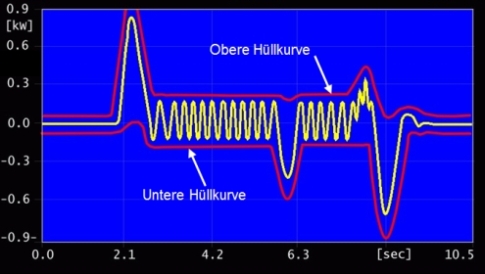
The detection of the process irregularities listed above is achieved through the formation of suitable measuring curves which, after they are filtered with various limits, are delimited in accordance to the monitoring task.
As soon as a limit on the measuring curve is violated, an associated relay or optocoupler closes a switch which, that for example, triggers an immediate feed stop, a switchover of the feed speed, the selection of another tool, or the storage of the tool position.
In the following sub-chapters we show you screenshots of the Tool Monitor, where the individual monitoring options are explained in more detail.

Screenshot of the Tool Monitor
Screenshot of the Tool Monitor
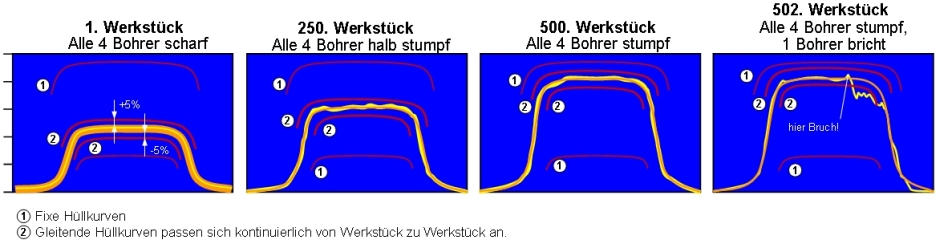
Allows for breakage monitoring of several drill bits driven by a common motor via effective power measurement.
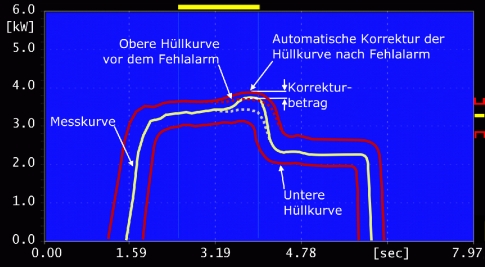
Original problem: Changes in measured value height due to the breakage of a single drill bit are smaller than changes due to the wear of all drill bits. Thus, fixed envelops are not violated.
Solution: Gliding adjustment of the envelope limits from workpiece to workpiece to the changes in measurement curve height due to tool wear. This allows for a much smaller distance between envelope and measurement curve.
The envelope follows, at a percentage distance (e.g. ± 5 %), an "averaged measurement curve" obtained by averaging across the last workpieces.
Screenshot of the Tool Monitor
Use of dynamic portion:
Screenshot of the Tool Monitor
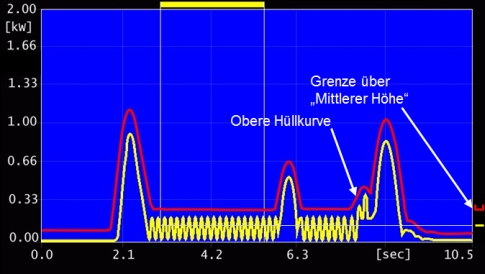
Use of rectified dynamic portion:
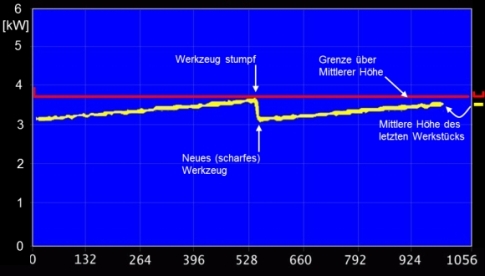
For better tracking of the behavior of the "mean height" across a larger number of workpieces, it can be represented as a "trend" over the number of machined workpieces. This makes it easier to determine whether a tool effects an even increase of the measured values with the number of workpieces produced, or whether it is necessary to add an averaging of the "mean height" across several workpieces.
Screenshot of the Tool Monitor
Screenshot of the Tool Monitor
Screenshot of the Tool Monitor SEM-Modul-e2 with various monitoring views
Here you can download our current company presentation as a PDF file. It contains a compact overview of Nordmann – our solutions, products, technologies and references.
Contact us – we will be happy to advise you.