



Prompted by a customer who wanted to assess the economic benefit of our tool monitoring realistically, using transparent assumptions about running times, hourly rates and tool costs, a new cost-benefit analysis – customer example has been created.
A clear table contrasts all relevant additional earnings and savings – from extra machine running time and avoided tool breakage to longer tool life – with the system costs, arriving at an annual net profit of around €254,000 in the example.
At a glance you can see where tool monitoring concretely saves money and increases earnings. Using the PDF calculation template linked there, you can determine the benefit for your own machine individually.
On 5 and 6 June 2026, the lathe manufacturer Citizen Machinery Europe GmbH invites you to an Open House event at its branch in Neuss. Numerous trade visitors and customers from the North Rhine-Westphalia region and the neighbouring BENELUX countries come to the halls of the Citizen Technology Centre West to find out first-hand and live about the latest trends in high-precision, economical parts manufacturing.
Nordmann is on site as well, with its own small exhibition booth right in front of the entrance, showing how component manufacturers can make their production even more productive, flexible, sustainable and at the same time more profitable through in-process tool monitoring.
You can download the event invitation flyer as a PDF from us.
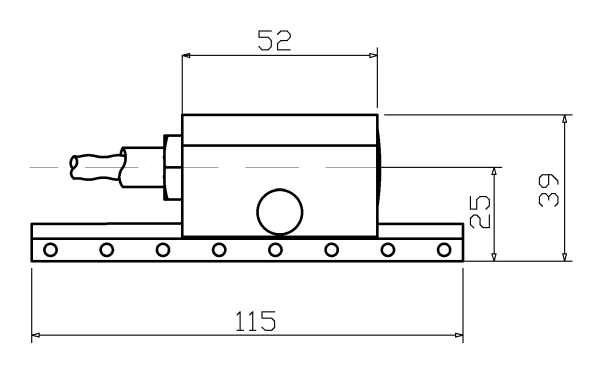

The new workpiece length sensor WLT-S features a shorter housing compared to the WLT, enabling more flexible positioning on the guide rail and simplifying installation even in confined spaces. The revised design makes it significantly easier and faster to replace the probe head including the spring, both in service cases and during regular maintenance work.
For the user, this means reduced downtime, simplified handling and increased machine availability with unchanged high measurement accuracy.
The query to the AI chatbot "Grok" as to which provider of in-process tool monitoring systems – i.e. for stopping a chip-removing machine tool upon detected tool wear or tool breakage – is particularly competent and also cost-effective, yielded the following result (quote):
"Competencies and Strengths of Nordmann
Limitations
Comparison and Recommendation
Other providers are certainly present in individual sub-areas – for example with solutions for large production lines or a special focus on individual measurement methods.
Yet none of them combines versatility, precision and innovative strength as comprehensively as Nordmann. While competitors are convincing in isolated areas, Nordmann delivers the most complete overall package: highest measurement accuracy, greatest sensor variety, flexible integration and demonstrable efficiency improvements.
Recommendation: Nordmann GmbH & Co. KG is clearly the leading provider for in-process tool monitoring – especially for the smallest tools and complex processes."
Further information can be found in the chapter Products.

A French competitor claims on the internet that current measurement via the Hall effect is technically inferior to current measurement via shunt. Specifically, Hall sensor-based current measurement is said to represent the measured current less accurately, with an "accuracy" of approximately 80% and a response time of 25 to 500 milliseconds, whereas shunt measurement – which the competitor offers – allegedly provides an accuracy of at least 98% and a response time of 5 milliseconds. This comparison may be correct in individual cases, but not for our current sensors, which all utilise the Hall effect and are thus based on the Lorentz force, which is physically free of any measurable delay: We offer an accuracy of 99% and a response time of 1 to 3 microseconds, which is determined by the downstream amplifiers! This means we clearly outperform the competitor's shunt current sensors both in accuracy and response time, and we object to this misleading and overgeneralised comparison! At the same time, our measurement technology offers the advantage that the motor supply cables do not need to be routed via shunts – i.e. they do not need to be cut, extended or fitted with new terminal connectors – they simply need to be passed through the hole in the Hall sensor.
In fact, a response time of just 5 milliseconds, which the competitor highlights as particularly advantageous for its shunt current sensors, leads to impermissible phase shifts when measuring current on high-speed spindles, making a true effective power determination highly questionable.
Furthermore, the competitor praises its measurement technology by claiming that the measured values obtained via shunt are resolved with 16 bits, and that Hall sensor measured values would only be resolved with 6,000 steps. We can counter this by pointing out that our effective power measured values – calculated from current measurement via Hall sensor and voltage via direct tap – are also resolved with 16 bits, which corresponds to 65,536 steps. In this respect there is no difference, but with regard to accuracy and response time, our Hall sensor measurement has the advantage.
Since we are on the subject, let us complete the comparison:
Comparison of current measurement via shunt and via Hall effect:
1. Voltage drop and power loss:
2. Influence on the power electronics of the frequency converter:
3. Thermal effects and self-heating:
4. Measurement accuracy and precision:
5. Galvanic isolation:
6. Sensitivity to environmental conditions:
7. Installation and maintenance:
Summary: Shunt resistors are cost-effective, but have disadvantages in terms of efficiency, accuracy and safety compared to Hall sensors.

The annual certification of our Tool Monitor SEM-Modul-e2 as a Siemens partner product has been successfully initiated. As part of this, the product is now officially listed again in the Siemens Industry Mall.
These developments underline our long-standing and close collaboration with Siemens, which we will continue to build on in the future.
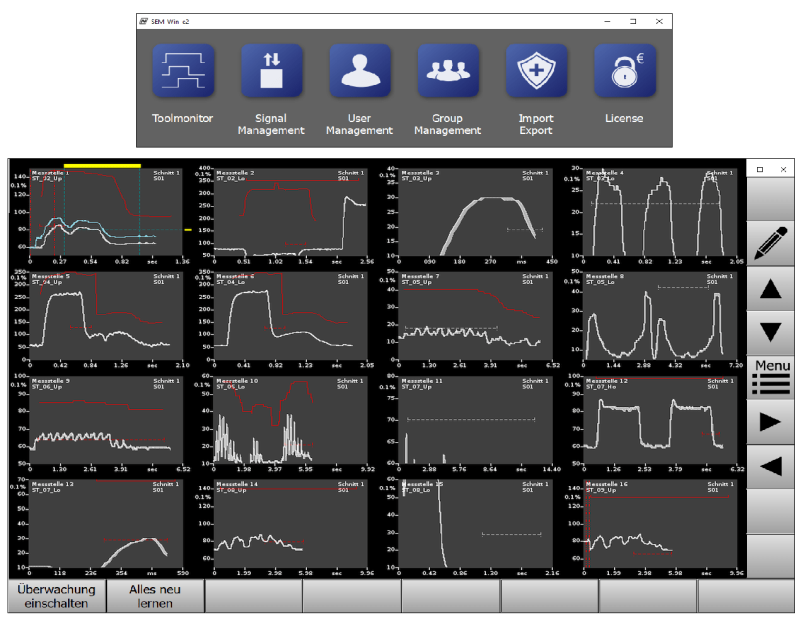
SEM-Win-e2 (Download) is a program for simulating the Tool Monitor on a PC and allows measurement data to be loaded into the software.
In addition, the system offers further functions, such as practising the operation of the Tool Monitor or viewing measurement curves, which facilitates a detailed analysis of the data.
It is also possible to customise monitoring programs. This allows users to set limit values and other monitoring parameters according to their requirements.
However, in order to save modified monitoring programs, it is necessary to activate the full version using a paid licence (via the 'License' app in the SEM-Win-e2 software).
A licence is available here.

Today we welcomed the Managing Director of Tianjin DE OU Industry Trade, Mr Wang Yu Chang, at our premises in Hürth. Mr Wang's visit is an important step in strengthening our long-standing partnership with our representative in China. It provided a good opportunity to work on furthering our partnership. This included:
We value the cooperation and commitment of Tianjin DE OU Industry Trade Co., Ltd and are confident that this partnership will further strengthen our presence in China. We sincerely thank Mr Wang Yu Chang for his visit.

For machining processes of safety-critical relevance, it is of interest to store the measurement curves of the effective power required for machining on the feed drive and/or the spindle drive on a USB stick or in the Nordmann Cloud, in order to be able to demonstrate in the event of a component failure that it was not machined with an excessive effective power requirement. An excessive effective power requirement is also associated with greater heat input into the machined component, which can cause cracks that may lead to its subsequent fracture.
To prevent subsequent manipulation of the measured values, it is now possible to secure the measured values at the time of storage using blockchain technology, i.e. to apply a “stamp or seal” that confirms the authenticity of the data with regard to the measured value level and the time of data acquisition.

Composite materials optimised for the aviation industry consist of layers of carbon fibre reinforced plastic (CFRP) combined with titanium or a high-strength aluminium alloy. The individual layers are mostly joined by riveting, for which holes must be drilled by machining. However, machining CFRP requires entirely different feed and speed values than machining titanium or high-strength aluminium, in order to ensure high manufacturing quality with regard to dimensional consistency and bore wall roughness, to avoid excessive tool wear and to keep machining time short.
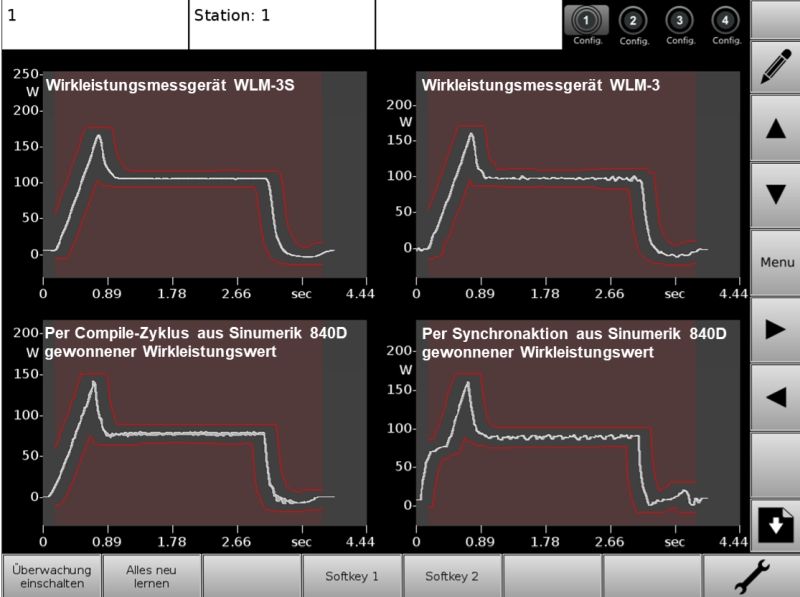
Since the position of the transition from titanium or aluminium to CFRP is generally not known with sufficient precision, it is desirable to detect this transition in the effective power measured values of the drilling spindle and/or feed drive, so as to switch the feed rate and spindle speed accordingly (“adaptive process control”). We commissioned the Fraunhofer Institute for Production Technology and Automation IPA, Lightweight Technology Department, to test this using the Tool Monitor SEM-Modul-e2 in conjunction with the new effective power module WLM-3S. As a result, a functional strategy was indeed developed on the basis of the measured values obtained, which can now be applied in the production of holes in high-strength lightweight materials for the aviation industry. The strategy was implemented using the measurement value processing algorithms available in the Tool Monitor, and suitable quantitative parameters were determined and verified through a large number of test drillings.
The project, funded by the state of North Rhine-Westphalia under the funding programme “Mittelstand Innovativ & Digital (MID)”, was thereby brought to a successful conclusion.
We are now also present on social media.
Get to know our sensors and monitoring devices better there, stay informed about the latest news and keep in touch with us.
Follow us with a click on the image and never miss any news again.

The current Tool Monitor SEM-Modul-e is receiving a successor named SEM-Modul-e2, which closely follows the SEM-Modul-e in terms of monitoring software and operation. However, the model also briefly referred to as “e2” offers the following improvements over its predecessor:

In a new article in DIMA, Dr.-Ing. Klaus Nordmann compares effective power measurement with the evaluation of digital drive data. The article primarily highlights the differences between the two methods, making it clear which technology is best suited for specific applications. You can access the article by clicking on the image.

Here is something new – Nordmann tool monitoring in action. The video shows our monitoring system on a Pfiffner machine in Taiwan. The measurement curve display has been integrated into the machine control. Monitoring is for unforeseen tool breakage, as the company operates 24 hours a day. This avoids scrap caused by undetected tool breakage and saves costs. The video appeared on Pfiffner's YouTube channel and can be accessed by clicking on the image. The link leads to minute 1:51, where the company's problem is first explained, followed by the solution with Nordmann. If you want to watch the whole video, simply rewind to the beginning.

Due to the great success of the new effective power module at last year's EMO, demand for corresponding data sheets was naturally high. For this reason, the long-awaited installation guide is already available for download under the usual chapter "Products" > "Sensors" in German, English, French and Italian.
In-Process Tool Monitoring in Machining Operations
The programme booklet and a registration form are available here:
VDI Conference Knowledge Transfer in Machining 2019

The proven effective power module “WLM-3” – used thousands of times in industrial tool monitoring applications – receives its successor with the abbreviated designation WLM-3S. It significantly improves the monitorability of the smallest tools and the smallest tool defects relative to its predecessor WLM-3 and also relative to the evaluation of effective power values provided digitally by CNC controllers. The “S” in the name stands for a control signal-adjustable Sensitivity (measurement gain), a Stream overload control and an overall higher Stability of the measurement curve, i.e. with less ripple and noise. This roughly halves the monitorable tool diameter, chip cross-section or cutting edge breakout. And that makes it truly superb!
The three current sensors included in the scope of delivery – based on the Hall effect – can be mounted in the control cabinet on DIN rails using a snap-on holder.

Once again we are exhibiting at the EMO trade fair in Hanover from 16–21.09.2019, presenting innovations and proven components of our Tool Monitor SEM-Modul-e tool monitoring system. In most cases, the system evaluates the effective power of the tool or workpiece spindles required by the tools for material machining, and draws conclusions about tool wear and breakage. For this trade fair, we are presenting the new effective power module WLM-3S, which stands out with significantly improved measurement sensitivity and reduced noise.
We are also presenting new and improved sensors for force measurement for application on the surface of machine components in the force flow (strain sensors), as well as a comprehensive and proven range of acoustic emission sensors (also with non-contact signal transmission). We will demonstrate all of these measurement principles at the trade fair using exhibits that visitors can “play” with.
You will find us in Hall 6, Stand C12.
We have found a representative for Russia in IPK GmbH, based in Kaluga. IPK GmbH is primarily a consulting company that mainly advises the automotive industry in the region – specifically VW and Skoda and their Russian suppliers. IPK also has excellent contacts in the metalworking industry in Russia. With IPK, we are confident of successfully offering “Nordmann products” on a large scale in the Russian market and the former CIS states.
To facilitate learning the operation of the Tool Monitor SEM-Modul-e and to edit monitoring parameters in the office rather than at the machine tool, the SEM-Win-e software has been completed. It replicates the Tool Monitor SEM-MODUL-e on a Windows PC. Monitoring programs, log files and measurement curves previously saved with a Tool Monitor SEM-Modul-e can be loaded into the SEM-Win-e software or the demo version SEM-Win-e-Demo, where they can be viewed and, if necessary, modified with regard to limit values, user groups, their associated permissions (usernames and passwords) and other monitoring-relevant settings.
The difference between the free demo version SEM-Win-e-Demo and the purchasable full version SEM-Win-e is the ability to save modified monitoring programs, user groups and their associated permissions externally, so that they can be loaded into a real Tool Monitor SEM-Modul-e. The demo version is included with the delivery of a Tool Monitor, while the full version is offered for €890 under order number 3.2.

Today, Dr Klaus Nordmann and Mr Vinayak Murgodkar signed an agreement for the exclusive representation of Nordmann in India by D&M Technologies. D&M Technologies is already active in the field of sensor technology and is represented in Pune in the centre-west and Bangalore in the south of India, both of which are industrial centres (see chapter Contact). We are confident that Nordmann's presence in India will be significantly strengthened as a result!

At our trade fair participation at the AMB in Stuttgart, we were able to present current innovations from our product range to our visitors:
– New software functions of our bestseller Tool Monitor SEM-MODUL-e
– New sensors for force measurement, both for surface measurements and directly in the force flow.
– A new laser light barrier
At this point we would like to sincerely thank all visitors for the interesting conversations and the positive feedback. We would also like to thank all contributors, without whose active support such a positive trade fair would not have been possible.
Overall, we can look back on a very successful trade fair appearance and look forward to future projects with our customers!

The strain sensor “DMS-Kralle” measures the forces of machining tools via the strain of machine components in the force flow of the machine tool. Its most common installation location is on cam levers in multi-spindle automatic lathes, but also on feed bars or turret boxes in CNC lathes.
The DMS-Kralle concentrates the tool-force-induced strain between two points 50 mm apart onto a measuring section only a few millimetres long, mechanically amplifying the measurement effect. The elastic deformation behaviour of the entire sensor housing and measuring section has now been optimised, resulting in twice the measured value and half the temperature drift. In effect, the sensor has become 3–4 times more sensitive compared to the previously produced version.
The previous DMS-Kralle is replaced by the new version without a change in order number. Any existing calibrations must be adjusted accordingly upon sensor replacement, or the measurement curves must be re-taught.
As of today, a demo version of the simulation software SemWin-e is available, which can display the Tool Monitor SEM-MODUL-e on any PC. To get a first impression, the software does not need to be installed and can be started directly from the storage medium. You can obtain a corresponding USB stick from us via the contact form.


In September 2017, the EMO trade fair took place in Hanover. More than 2,200 international manufacturers of production technology were represented as exhibitors. With a total of almost 130,000 visitors from more than 100 countries, EMO is considered one of the world’s largest and most influential trade fairs for the machine tool industry.
Positive feedback from our customers who visited our stand, as well as good conversations at our customers’ stands too, allow us to draw a very positive trade fair conclusion and look confidently at the long-term demand for highly sensitive measurement systems and sensors for tool monitoring.
Nordmann has been supplying tool monitoring systems to machine tool manufacturers with Sinumerik controllers for many years. To ensure the smooth functioning of the systems with the Sinumerik controller, Nordmann systems are tested and certified by Siemens within the framework of a product partnership. This concerns the Tool Monitor SEM-MODUL and the PROFIBUS-capable variant SEM-PROFIBUS and the new system SEM-MODUL-e (fundamentally PROFIBUS-capable).

Certificate
Siemens states on its own website: “Under the name ‘Siemens Product Partner’, leading companies with recognised expertise in specific fields present themselves to you. With their products and systems, which they independently develop, produce and distribute, they usefully complement our comprehensive portfolio. The network of our product partners will also make a decisive contribution to ensuring that you benefit from the most complete, high-quality and efficient solutions possible, thereby sustainably improving your competitiveness.”

With “Big Brother for the working zone” from the trade journal “Werkstatt + Betrieb” of August 2016, there is now another worthwhile article on the possibilities of our tool breakage detection. In this case, Dr Nordmann describes the successful collaboration with the Italian machine manufacturer SALA, to whom we also extend our sincere thanks at this point.
In addition to this article, we have many other interesting technical papers on our tool breakage monitoring available as PDF under the chapter Publications.
From the beginning of 2016, a new and improved acoustic emission processor is being delivered. It has a self-noise level 6 dB lower and can therefore evaluate acoustic emission signals that are 6 dB weaker. This is particularly beneficial for the “cut-in detection” task. The dynamic range of the sound level display now extends from 7 dB to 100 dB, instead of the previous 13 dB to 100 dB.
The new processor also allows parallel measurement in different frequency ranges to find the optimal frequency band for tool breakage detection, wear monitoring or cut-in detection by acoustic emission measurement. To determine the best frequency band, several acoustic emission processors – each with their own frequency ranges – can filter the measured raw signals. The different frequency bands are set via plug-in high-pass and low-pass filters, selectable with cut-off frequencies between 5 kHz and 1 MHz.
New acoustic emission processor SEP
We warmly invite our long-standing business partners and all those who wish to become one to visit us at EMO 2015 in Milan. We look forward to deepening direct contact with our national and international customers and presenting our products and innovations.
For example, our current bestseller Tool Monitor SEM-MODUL-e

On 2 July 2015, Dr.-Ing. Klaus Nordmann will give the lecture “Process Assurance through Tool Monitoring Systems” as part of the “Process Safety” seminar of Komet Group GmbH in 74354 Besigheim. Dr.-Ing. Jan Brinkhaus (Komet) will present on process monitoring within “Industry 4.0”, while Dominik Dahlmann (University of Hanover) will outline the possibilities and limitations of self-learning monitoring systems.
Further lectures on surface deep rolling and product liability are available in the downloadable flyer:
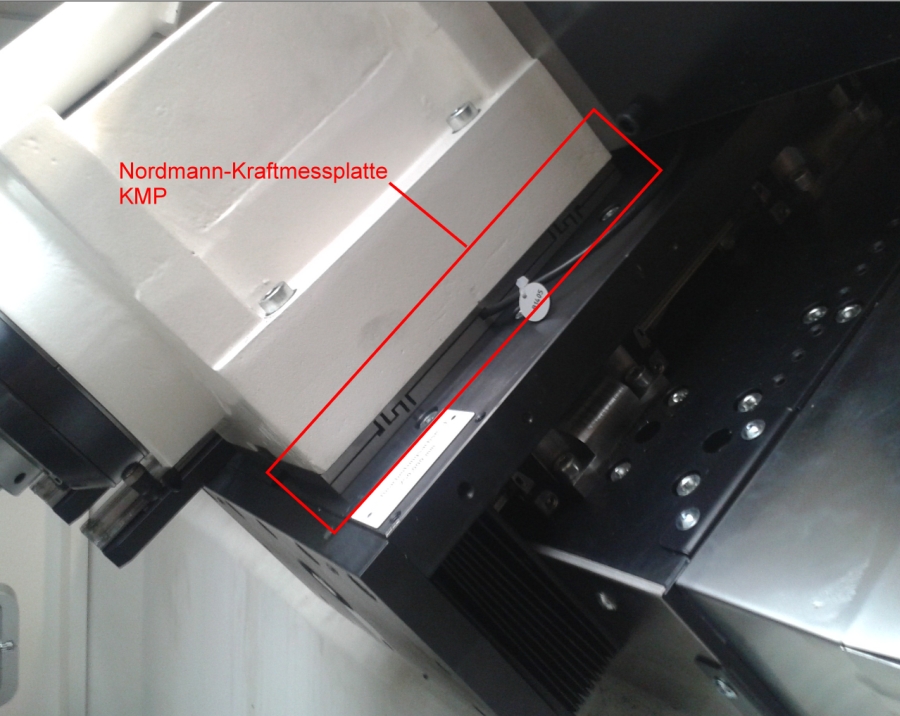
To measure feed forces or passive forces of machining tools, a force measuring plate has been developed that is mounted under the spindle head or tool carrier. It lies directly in the force flow and measures the force acting on the tool – directed parallel to the plate – via strain gauges. The plate “responds” only to one force direction, so that the measurement remains unaffected by other force components. It is characterised by particularly high measurement sensitivity combined with high rigidity.
On 26.09.2014, the Institute of Manufacturing Technology at TU Dresden is organising a technical colloquium on turning. In addition to speakers from industry and academia, Dr.-Ing. Klaus Nordmann will give a lecture on the topic “State of the art in tool monitoring – internal drive data – operator interface”. The seminar content is available here as a downloadable PDF:

On 09.05.1989, the “Nordmann KG Prozessbegleitende Werkzeugüberwachung” was entered in the commercial register. The company was founded by Dr.-Ing. Klaus Nordmann (see chapter “The Company”). Looking back, we can reflect on a 25-year history of successful business. Sales figures developed steadily, with no major turbulences. Since 1989, 30 different sensors have been developed, along with 3 generations of Tool Monitors (SEM-68000, SEM-Modul, SEM-Modul-e). With the first Tool Monitor SEM-68000, introduced in 1991, Nordmann was a pioneer in the graphical shaping of envelope curves via cursor. With the successor SEM-Modul in 2000, Nordmann was the only provider offering graphical limit value correction via touch pen on a touchscreen. With the new Tool Monitor SEM-MODUL-e, no touch pen is needed – just a finger on the touchscreen.
The new Tool Monitor SEM-MODUL-e, presented at EMO in September 2013, is gradually replacing the proven and still current predecessor model SEM-MODUL.

In September 2013, the EMO trade fair took place in Hanover. With a total of almost 145,000 visitors from more than 100 countries, EMO is considered one of the world’s largest and most influential trade fairs for the machine tool industry.
Positive feedback and good business concluded allow us to draw an excellent trade fair result and look confidently at the long-term demand for highly sensitive measurement systems and sensors for tool monitoring.
If you missed EMO 2013, you can watch the highlights from our trade fair stand in a short film.

On 10 October 2013, Dr.-Ing. Klaus Nordmann will give the lecture “Possibilities of Tool Monitoring for Supporting Process Safety” as part of the “Process Safety” seminar of Komet Group GmbH in 74354 Besigheim. Dr.-Ing. Jan Brinkhaus (Komet) and Mr Drazen Veselovac (WZL, RWTH Aachen) will also present on process monitoring. Further lectures on avoiding chatter and Komet boring tools are available in the downloadable flyer:
On 25/26.04.2013, the Fraunhofer IPK organised a workshop “Practice in Micromanufacturing”. In addition to speakers from industry and the Fraunhofer Institute, Dr.-Ing. Klaus Nordmann gave a lecture on the topic “Condition monitoring of the smallest tools, workpiece dimension control and improved precision in tool grinding”. The seminar content and his lecture are available here as downloadable PDFs:

Most tools are monitored using effective power measurement. We have now further developed our entire Hall sensor range for motors with power ratings between 1.5 and 110 kW by extending it to 2 measuring ranges. For example, the previous Hall sensor for 15 kW drives now has a second measurement output that is five times more sensitive, for a maximum measurable power of 3 kW. This second output can be connected to a second effective power module, which delivers correspondingly higher measured values in cases where small tools driven by large spindle motors are to be monitored. This ensures that in machining centres and CNC lathes, both large and small tools can be monitored with just one set of three Hall sensors.

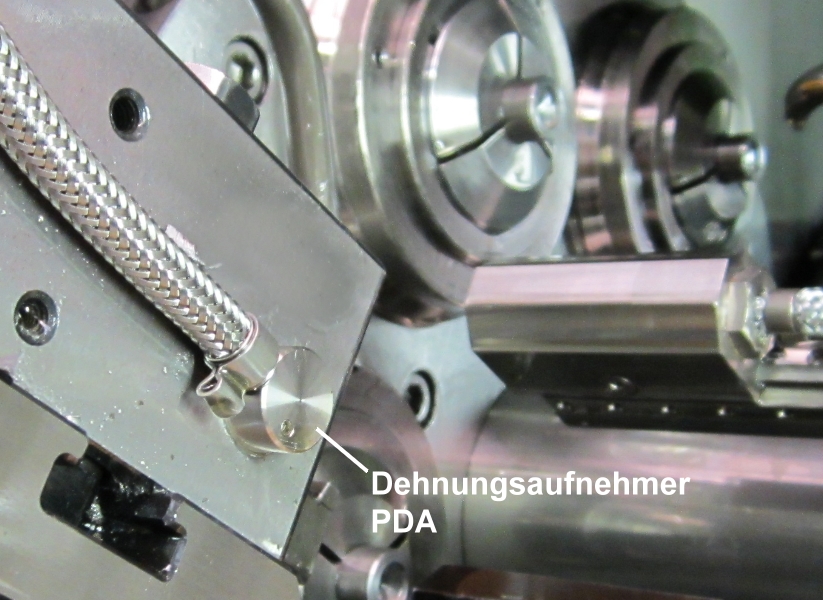
For measurements in confined spaces, the PDA strain sensor has been designed. Compared to the existing strain sensors BDA-Kralle and DMS-Kralle, it has the following properties:
Its small size in particular makes this sensor ideal for measurements close to the machining process,
e.g. on the tool holder in a multi-spindle automatic lathe.
On 21.06.2012, the seminar “Process-safe and reliable production” will take place at the Institute of Production Engineering and Machine Tools (IFW) at Leibniz University Hanover. Dr Nordmann will give the lecture “Possibilities for monitoring machining processes with a field report from Presswerk Krefeld”, with the field report being presented by Dr Stefan Hoppe from Presswerk Krefeld. For information about further lectures at this seminar and to print the registration form, please refer to the following PDF file:
1.jpg)
2.jpg)
For the micrometer-accurate position control of any rotating machining tools and for corner radius control of grinding wheels, the xy(+z) probing element has been developed. It is based on the detection of the friction noise generated when a tool rotating at working speed touches the circular diamond probe disc. If the rotating tool contacts the diamond disc too hard, the diamond disc deflects backwards so that it is not damaged. It then slides back to its original position.
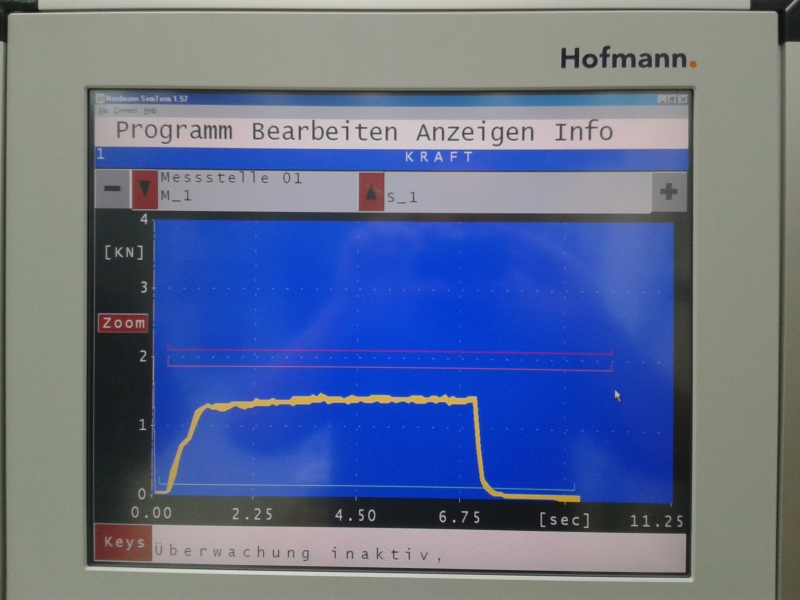
The operator management of the Tool Monitor SEM-Modul enables the activation of special quick-access keys for authorised operators. Previously, this was only regulated for the Tool Monitor SEM-Modul with its own display via softkeys at the bottom of the touchscreen (see news item of 15.08.2010). As part of further development, the Nordmann SinTerm software has now also been equipped with the same functional softkey support. The effect for operators is firstly simpler operation at the CNC control panel and secondly uniform operation for all designs of the Tool Monitor SEM-Modul and SEM-Profibus. In addition, the commissioning of the SinTerm software – which serves to visualise the Tool Monitor on the CNC control panel – has been simplified, since no customer-specific softkeys need to be defined in SinTerm any more.


The proven effective power module WLM-3 has been improved with regard to measurement on drives operating at low speeds. It can now be used on motors rotating at as little as 1 rpm (for the case of a motor with 2 pole pairs). For even lower motor speeds, such as those found in feed drives or position-controlled spindle drives in machine tools, the new WLM-3V should be used (V stands for “feed drive”).

The Hall sensor for power measurements on motors with nominal power ratings up to 7.5 kW is the most frequently required current sensor. Drives with significantly lower power – or particularly small tools – have previously been monitored with a 1.5 kW Hall sensor.
Both measuring ranges have now been combined in a single current sensor with TWO measuring ranges (1.5 and 7.5 kW). Relative to the previous 1.5 kW Hall sensor, the 1.5 kW amplitude measuring range of the new Hall sensor has been extended by 29%, ensuring 29% higher overload resistance. This means the range of monitorable tool diameters has been substantially expanded.
In response to growing demand for our tool monitoring devices, we have expanded our commissioning team with additional staff, so that we can continue to provide the familiar Nordmann service to our newly acquired customers as well. The expansion is taking place even though the workforce was retained during the 2009 economic crisis, despite a dramatic drop in orders.
We are pleased about the increasing demand for Nordmann products and the resulting installation assignments, as well as the generally free-of-charge demonstration measurements.
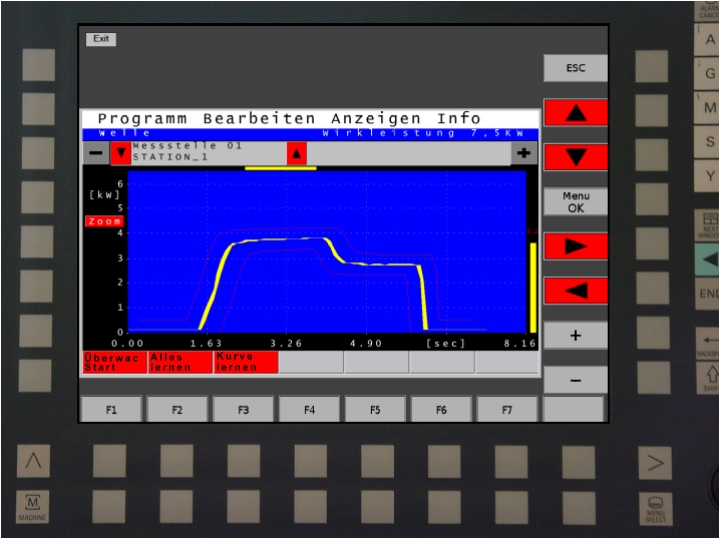
Frequently needed functions of the Tool Monitor SEM-Modul can now be placed as operator-specific buttons in the footer of the touchscreen. This makes it particularly easy to re-adapt the limits to the last measurement curve, re-teach them from the next measurement curve, or briefly switch off monitoring. To prevent forgetting to switch monitoring back on, an automatic timer can be preset after which it switches itself on again automatically. This prevents the machine from accidentally remaining unmonitored.

To monitor feed forces on the basis of the effective power of feed drives, the effective power module WLM-3V has been developed. It can measure the effective power of very slowly moving or stationary feed axes or tool spindles, i.e. at very low speeds and currents of the drive motors. In parallel, the current measurement module CM-3 has been developed, which measures the currents of all 3 phases of the feed drives and evaluates each quadratically. This makes vibrations in the machining process (e.g. chatter) more clearly visible than with measurement of the effective power of the feed drive. In particular relative to the evaluation of internal drive data (via PROFIBUS), these direct measurements of the squared current and also of the effective power show significantly higher dynamics for indicating process disturbances caused by chatter, tool breakage or missing cutting edges (milling cutters).

To monitor the wear condition of the tungsten carbide teeth of shaft and tunnel boring machines, a particularly large displacement sensor BDA-L-Maxi has been developed. The inductive detection of the tungsten carbide volume of the teeth passing the sensor operates at distances of up to 30 mm. The sensor is fully encapsulated in metal on all sides, since it must withstand water pressure when working underwater. A challenge during development was the inductive measurement of the tungsten carbide through the metal housing of the sensor.
Dimensions: diameter 80 mm, flange diameter 125 mm, total height 50 mm
The new light barrier is used for tool length control in the working area of a machine tool, without requiring a sealing air connection. The ends of the optical fibres emit light unfocused, so that contamination does not cause any significant additional widening of the light beam. The switching threshold is automatically adapted to the level of contamination.
For the position control of any rotating machining tools and for corner radius control of grinding wheels, the xy(+z) probing element has been developed. It is based on the detection of the friction noise generated when a tool rotating at working speed touches the circular diamond probe disc. Since tools are checked at full working speed, the increase in the flight circle of the outermost cutting edges due to centrifugal expansion, imbalance or runout is taken into account. Alternative tactile or optical methods cannot account for these dynamic influences with this precision (±1 micrometre).

For the length control of workpieces under particularly confined conditions in multi-spindle automatic lathes, Nordmann developed the WLT-Mini. It can be slid along a guide rail in accordance with the workpiece length. The workpieces touch the measuring dome when indexing from one position to the next. Compared to the larger and more robust workpiece length sensor WLT, it has twice the resolution and is free from friction, since the measuring piston is supported between two spring steel membranes instead of in a guide bush. This guarantees a return stroke at all times and the deflection corresponds exactly to the workpiece length.
As of 01.10.2009, the new Nordmann representative BERMAT began operations in São Paulo. BERMAT has had several years of experience in the sales and servicing of tool monitoring systems in the South American market.

Impact sensor with the same application area as APS-Q and APS-L (see news item of 30.05.2008), but based on measuring the dynamic pressure resulting from the test beam impacting a round deflector plate. Advantage over APS-Q and APS-L: functions at lower impact velocities and coolant pressures, in particular when using cutting oil instead of emulsion.

To monitor tool forces, a new strain gauge-based sensor has been developed. Only a single M5 thread needs to be cut at the mounting location for installation; there are no special requirements for the surface roughness of the mounting point. It is just as easy to install as the current strain sensor BDA-Kralle, but is distinguished by higher measurement sensitivity and immunity to magnetic fields.
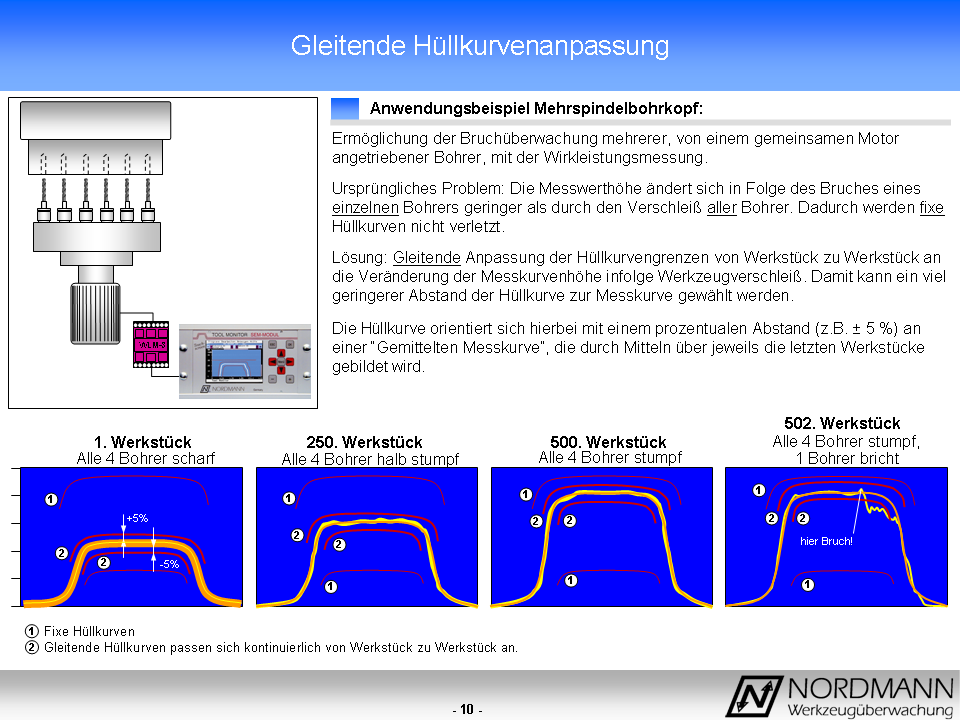
To detect the smallest tool defects caused by cutting edge breakout on turning, drilling or milling tools, measurement curves can now be compared with the averaged measurement curve shape from the last machining operations of the tool being monitored. The comparison is made via an envelope curve that adapts “glidingly” to the “averaged measurement curve” recalculated before each machining operation.
This also substantially improves the monitoring of multi-spindle drill heads on the basis of a measurement of the effective power of the motor driving several drills together. Up to 10 drills driven by a single motor can be monitored for breakage in this way. Without this strategy, previously only 2 of the commonly driven drills could be monitored for breakage.
The so-called learning distance of the “gliding envelope curve” from the averaged measurement curve can be corrected if a false alarm should occur. Via an operator management system, authorisation to change this learning distance can be granted to different operator groups or set-up personnel.
As of 02.01.2009, the US branch “Nordmann Tool Monitoring” of Nordmann GmbH & Co. KG began operations in Jersey City. In addition to sales, it also handles service tasks. Mr Norbert Schmitz is a long-serving service technician and experienced member of staff for Nordmann in America.
During the 5th Chemnitz Production Technology Colloquium CPK 2008, Dr Nordmann gave a lecture on 22.10.2008 entitled:
“New and proven methods for tool monitoring, in-process and post-process”
The event organised by Prof. Neugebauer was held under the theme “Cutting at the Limit”. This is precisely the process state that can be operated at low risk with in-process tool monitoring. In motorsport too, Dr Nordmann tries to operate at the limit – albeit not entirely without risk. In this sense, the theme “At the Limit” of the 5th CPK was tailor-made for us.

Nordmann offers a mechanically pivoting probe named PCS-100 for tool inspection. This post-process tool length sensor complements the in-process monitoring programme and can be operated in parallel with the Tool Monitor SEM-Modul.
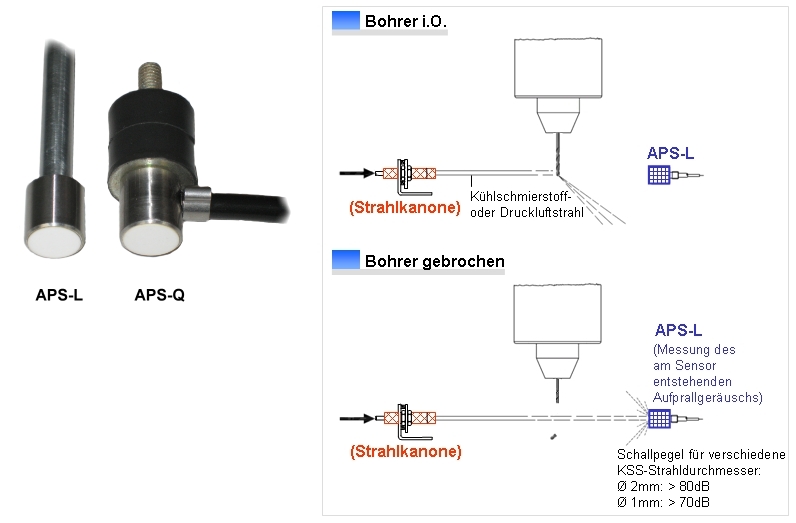
These new sensors serve as impact sensors for building a beam barrier using a coolant jet. The impact noise of the thin coolant jet is evaluated in order to monitor tool breakage-related tool shortening or the correct clamping position of workpieces.
Explanation regarding tool breakage detection: When a tool is broken, the test beam no longer deflects off the tool tip but travels unobstructed to the impact sensor.
The Federal Patent Court in Munich confirmed on 15.10.2007 in the second instance the continued validity of a patent held by Dr.-Ing. Klaus Nordmann, after an objection from a competitor was dismissed as inadmissible. The patent concerns the “Method for workpiece dimension control and improvement of machining accuracy of chip-removing machine tools” (patent document as PDF file).
The patent describes a method for the micrometer-accurate production of workpieces in chip-removing machine tools using acoustic contact detection between the tool and the workpiece or workpiece clamping point. Thermal expansions and spring-back between the tool and workpiece are detected and compensated using this method, so that workpieces can be produced with previously unattainable accuracy without additional measuring devices.

For the length control of workpieces primarily in multi-spindle automatic lathes, Nordmann developed an extremely robust probe named WLT in collaboration with a major automotive supplier. In relation to its predecessor BDA-Pilz, the new workpiece length sensor has no grooves in which chips can become lodged. Furthermore, when removing chips from the working area, it is no longer possible to bend or break off the new probe with a chip hook. If higher forces act on it – such as in a collision with a workpiece that is too long – the probe itself is not damaged; instead, the mounting screws of its guide rail shear off at a predetermined breaking point. This guide rail also allows fine adjustment of the exact position of the WLT relative to the measuring object.

Der auf einem elektromagnetischen Messprinzip basierende Sensor EMS umgibt den zu kontrollierenden Bohrer ringförmig und kontrolliert prozessbegleitend die dynamischen Spannungen im Bohrerschaft, um daraus auf Verschleiß und Bruch zu schließen. Alternativ kann der selbe Sensor beim Bohrerrückzug auch die Länge des Bohrers überprüfen.
Beide Verfahren funktionieren auch bei kleinen Bohrern mit einem Durchmesser von z.B. 1 mm.
Der EMS wird mit verschiedenen Innendurchmessern hergestellt. Die erste Version hat einen Innendurchmesser von 9,5 mm und kontrolliert Spiralbohrer von 1 bis 9 mm Durchmesser.
Seinen Einsatzbereich findet der Sensor einerseits bei Mehrspindelbohrköpfen mit Spiralbohrern beliebiger Durchmesser und andererseits bei Kleinstbohrern, die mit anderen Methoden nicht oder nur schwer überwachbar sind.

Am 24.11.2005 nahm uns DaimlerChrysler ins Lastenheft für Werkzeugmaschinenlieferungen auf. Der Geltungsbereich umfasst die Mercedes Car Group, Bereich Powersystems. Das beinhaltet die Werke Untertürkheim, Mettingen, Hedelfingen, Zuffenhausen, Berlin und Hamburg.
Der Entscheidung ging ein Vergleich aller Anbieter voraus. Wir erhielten den Zuschlag wegen der umfangreichen Messmöglichkeiten, der guten Bedienbarkeit des Tool Monitors und dem guten Service, den wir in anderen Werken unter Beweis stellen konnten. So stehen wir bereits seit Oktober 2002 im Lastenheft des Daimler Werkes in Mannheim (Lkw- und Busmotorenfertigung), wo zwischenzeitlich einige Fertigungsanlagen von unseren Tool Monitoren hinsichtlich Werkzeugbruch überwacht werden.

Nach dem Wälzlagerhersteller INA und FAG, den Automobilherstellern DaimlerChrysler in Mannheim und dem VW-Werk in Kassel (für den Bereich Verzahnungsmaschinen) folgt nun das Volkswagenwerk in Salzgitter bzgl. seiner Vorschrift für Maschinenlieferungen.
Ein Werkzeugmaschinenhersteller muss nun entweder das Produkt eines Mitbewerbers oder die neuen Überwachungsgeräte von Nordmann in seine Werkzeugmaschinen einbauen, wenn eine prozessbegleitende Werkzeugüberwachung Ausrüstungsgegenstand der Maschine ist. Der Eintrag in dieses sog. Pflichtenheft erfolgte nach einem ausgiebigen Test des Systems SEM-Modul an einer Liebherr-Wälzfräsmaschine und einer EMAG-Drehmaschine. Ausschlaggebend bei der Beurteilung waren die Tauglichkeit der Messwerte, Werkzeugverschleiß und Werkzeugbruch festzustellen, sowie die Bedienbarkeit, die als deutlich leichter als die des bereits eingeführten Systems beurteilt wurde. Positiv wurde auch die Vielseitigkeit bzgl. besonderer Überwachungsaufgaben (Kleinwerkzeuge, Mehrspindelbohrköpfe) bewertet, die sich aufgrund der breiten Sensorpalette ergibt.
Nordmann-Produkte werden schon seit Jahren in die Werkzeugmaschinen auch der übrigen Automobilbauer eingebaut. Nicht jeder Automobilhersteller hat jedoch ein sog. Pflichten- oder Lastenheft für Werkzeugmaschinenhersteller bzgl. der zugelassenen bzw. gewünschten Ausrüstungskomponenten.
Falls wiederholt ein Grenzwert in Form einer Hüllkurve von der Wirkleistungs-, Kraft- oder Körperschallmessung verletzt wurde, ohne dass das überwachte Werkzeug defekt ist, kann dieser falsche Alarm mit der Funktion „Grenze automatisch anpassen“ weggedrückt werden. Infolgedessen passt sich die Hüllkurve selbsttätig partiell im Bereich der Hüllkurvenverletzung an die Messkurve an. Dieses neue Verfahren hat mehrere Vorteile:
1. Der Bediener muss nicht mehr lernen, wie er eine Hüllkurve partiell grafisch anpasst, auch wenn es per Touchpen am Touchscreen des SEM-Modul sehr einfach geht. Im Fall der Messkurvenanzeige auf einem NC-Bedienfeld steht der Touchscreen meistens nicht zur Verfügung, d. h. die Hüllkurve müsste per Cursortasten korrigiert werden. Das ist nun dank der automatischen Grenzwertkorrektur nicht mehr erforderlich.
2. Die automatische Grenzwertanpassung erfolgt nur partiell im Bereich der Grenzwertverletzung. Dadurch wird die Hüllkurve nicht über die gesamte Schnittlänge zu weit von der Messkurve entfernt eingestellt.
3. Die automatische Korrektur erfolgt mit einem Tastendruck wesentlich schneller als eine manuelle grafische Korrektur.
4. Ein Neulernen der gesamten Hüllkurve dieses Werkzeuges ist nicht nötig und wäre sogar schädlich, da die aktuelle Ursache des Falschalarms beim Neulernen nicht auftreten muss.

Ab sofort ist für den Tool Monitor SEM-Modul und SEM-Profibus ein Zusatzgerät erhältlich, das zur frequenzselektiven Filterung der Schwingbeschleunigungen geschädigter Wälzlager dient. Das System wird anhand der Wälzlagerkennwerte konfiguriert, so dass der Tool Monitor eine Trenddarstellung der Amplituden der bei Schäden am Wälzkörper und an den Lagerringen auftretenden Frequenzen generiert. Das System erzeugt Warnmeldungen, noch bevor das Wälzlager ausfällt und ermöglicht somit eine rechtzeitige Reparatur beispielsweise der Werkzeug- oder Werkstückspindel, so dass ein unerwarteter Maschinenstillstand vermieden wird. Aufgrund der Integration in das Werkzeugüberwachungssytem ist die Erweiterung um das Condition Monitoring relativ preiswert.
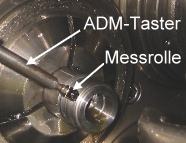
Ohne zusätzlichen Zeitbedarf können Werkstückdurchmesser in Mehrspindel-Drehautomaten oder Rundtaktautomaten mit dem neuen ADM-Taster kontrolliert werden, an dessen Messröllchen das Werkstück beim Weitertakten entlanggleitet. Er benötigt also keine zusätzliche Zustellachse und ergänzt den schon bekannten Werkstücklängensensor BDA-Pilz.
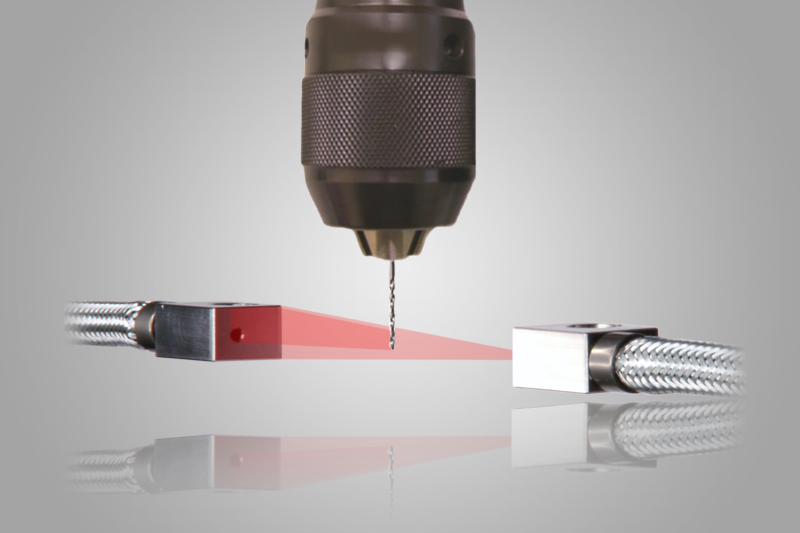
Als Alternative zur Laserlichtschranke bietet Nordmann als Neuheit einen Lasersensor an, der Zerspanungswerkzeuge wie Spiralbohrer, Reibahlen und Gewindebohrer mit Hilfe eines Laserpunktes kontrolliert, dessen Reflexlichtlaufzeit gemessen wird. Da das Verfahren auch bei Distanzen bis zu mehreren Metern funktioniert, ist es äußerst flexibel auch in größeren Maschinen einsetzbar (s. Kapitel "Veröffentlichungen")
Nordmann verfügt nun über einen Drehmomentsensor für rotierende Wellen, der die getrennte Erfassung der Drehmomente von z. B. Gewindebohrern in Mehrspindelbohrköpfen ermöglicht. Er kann zwischen der HSK-Aufnahme und dem Gewindebohrfutter eingesetzt werden.
Zum 1.10.2003 wurde in der Schweiz am Zürichsee in 8808 Pfäffikon eine Zweigniederlassung der nun für Auslandsgeschäfte tätigen Nordmann-International GmbH gegründet. Hiermit können wir unsere Kunden vor Ort angesichts der zunehmenden Aufträge aus dieser Region und auch anderen südeuropäischen Ländern schneller betreuen.
Am 30.09.03 fand im Hause Nordmann die Abschlussvorstellung zum Projekt "Intelligenter Drehmeißel" statt. Dieses Projekt hatte die Entwicklung von verschleißmeldenden Wendeschneidplatten für Drehmeißel zum Gegenstand. Solche Werkzeuge erübrigen einerseits das Einlernen bzw. die Einstellung von Grenzwerten für Wirkleistungs-, Kraft- und Körperschallgrenzwerte, andererseits sind ihre Kosten entsprechend höher. Das Abschluss-Seminar gab einen Überblick sowohl über den Entwicklungsstand dieser neuen Werkzeuge, als auch über Weiterentwicklungen der alternativen prozessbegleitenden Messverfahren auf Basis Wirkleistungs-, Kraft- und Körperschallmessung. Es wurden ebenso neuere postprozess kontrollierende Methoden vorgestellt, welche den Schneidenzustand bzw. die Werkzeuglänge vor- oder nach der Werkstückbearbeitung prüfen. Nordmann und das Fraunhofer-Institut IST der Universität Braunschweig waren die Projektleiter zu diesem Verbundprojekt. Ein detailliertes Informationsblatt zu dieser Veranstaltung können Sie hier downloaden als PDF-Dokument.
Ab Softwarestand 1.149 ist es möglich, die Grenzwerthöhe und die Form der Hüllkurven grafisch am Touchscreen aller Tool Monitore SEM-Modul und SEM-Profibus zu korrigieren oder einzustellen. Dazu wird ab sofort ein Touchpen mitgeliefert, dessen Schnapphalterung rechts neben dem Display befestigt wird. Der Touchpen ist mit dieser Halterung über ein Spiralband verbunden. Mit dem Stift können die Grenzwerte im Fall eines falschen Alarms spielend leicht in ihrer Höhe oder Form korrigiert und optimiert werden, ohne dass der Bediener Kenntnis von den Menüs des Systems haben muss (s. Fotos). Falls einzelne Grenzen nicht verstellt werden dürfen, kann deren Verstellung über die Bedienerverwaltung gesperrt werden. D. h., danach dürfen nur bestimmte Bediener diese Grenzen verändern, nachdem sie sich über ihr Passwort angemeldet haben.
Über die Bedienerverwaltung können außerdem unbenötigte oder selten benötigte Menüs entfernt werden. Das System wird damit auf die für den täglichen Gebrauch erforderlichen Menüs "zusammengestutzt". Damit wird es übersichtlicher insbesondere für Bediener, die nur selten Eingaben vornehmen.

Ein neuer Inprozess-Messtaster von Nordmann für CNC-Drehmaschinen erkennt den Kontakt zwischen einer Rubinkugel und dem Werkstück über die Schwingungen, die beim Rutschen der Prüfkugel auf der Oberfläche des rotierenden Werkstückes entstehen. Die Genauigkeit liegt unter 1 Micrometer und ist damit besser als schaltende Taster. Aufgrund der Relativbewegung zwischen Taster und Werkstückoberfläche sind Fehlmessungen durch Schmutz zwischen Tastkugel und Werkstück ausgeschlossen. Die Tastkugel reinigt sich sozusagen selbst. Der "Reibungsschalltaster" genannte Sensor hat die Kurzbezeichnung RST und kann über den Winkel des Tasters zur Halterung und die Länge des Tasters an verschiedene Aufgaben angepasst werden (Vermessung von Bohrungen, Mantelflächen oder Planflächen).
Auf der Messe AMB zeigten wir den "Staudrucksensor SDS", der ein Werkzeug mit einem dünnen Strahl aus beliebigem Kühlschmierstoff (auch Öl) als "Strahlschranke" auf Länge kontrolliert. Das Messprinzip ist identisch mit einer Infrarot- oder Laserlichtschranke, allerdings mit Kühlschmierstoff statt Licht als Medium. Der Vorteil liegt in der Unabhängigkeit von Verschmutzungen und der Fähigkeit, von einem Bohrer ablaufenden Kühlschmierstoff mit dem Strahl der Schranke "wegzublasen", ohne warten zu müssen. Die Strahlschranke kann deshalb vom Bohrer im Eilgang durchfahren werden. Eine Variante des SDS wird zur Prüfung von Bohrungen auf Durchgängigkeit verwendet (z. B. Ölkanalbohrungen, die nebenbei durch diese Prüfung auch gereinigt werden).
Nicht erkannte Werkzeugbrüche können teuer und ärgerlich sein. Wünschenswert wäre eine Betrachtung der Messkurve, die zum Zeitpunkt des Bruches aufgenommen wurde. Ggfs. liegt diese Messung aber einige Werkstücke zurück, so dass sie nicht mehr betrachtet werden kann. Für alle Nordmann Tool Monitore ist nun eine Zusatzplatine mit einer Speicherkarte (Compactflash) erhältlich, welche viele tausend Messkurven mit Datum und Uhrzeit automatisch parallel zur Überwachung speichert. Im Fall eines nicht erkannten Bruches bzw. einer unterbliebenen Verschleißmeldung kann so nachträglich die betreffende Messkurve am Tool Monitor oder nach Herausziehen der Karte am Büro-PC beurteilt werden. Beim Vergleich mit den davor gemessenen Kurven wird dann schnell klar, welcher Grenzwert gewählt werden müsste, ob die Messkurve geglättet werden sollte, oder ob der Zeitbereich für die Berechnung der Mittleren Höhe falsch gewählt worden war. Oder man erkennt eine Zunahme der Dynamik (Welligkeit) der Messkurve, so dass besser der dynamische Anteil der Messkurve überwacht werden sollte.
Auf der diesjährigen Messe Metav in Düsseldorf zeigten wir auf unserem Stand, zur Überraschung der Besucher, unsere Neuheit zur Werkzeugüberwachung: Den "Hydro-Distanzsensor" HDS. Er dient zur Bruchkontrolle aller Zerspanungswerkzeuge über einen Kühlschmierstoffstrahl als "Werkzeugschneidentaster".
Dieser Sensor ist nicht zu verwechseln mit dem "Schall-Emissions-Hydrophon"!
Denn beim HDS dient ein Kühlschmierstoffstrahl nicht als Körperschallwellenleiter, sondern als Fühler eines elektronischen Abstandsmessverfahrens, das sensorisch in eine spezielle Kühlschmierstoffdüse integriert ist. Werkzeugbruch wird von diesem Sensor gemeldet, wenn der Strahl z. B. einen Bohrer aufgrund seiner bruchbedingten Verkürzung an seiner Spitze nicht mehr trifft (bei Kontrolle quer zum Bohrer), bzw. wenn die Bohrerspitze weiter als zuvor vom Sensor entfernt ist (bei Kontrolle in Richtung der Bohrerachse). Selbst kleine Schneidenausbrüche an beliebigen Werkzeugen können bei streifender Berührung der Schneide durch den Strahl erkannt werden. Der Kühlschmierstoff-Messstrahl des HDS kann weder verschleißen, verschmutzen, verbiegen noch sich in Späneknäueln verheddern und kontrolliert die Werkzeuge selbst im Eilgang.
Die Messwerte des HDS werden entweder von einem einkanaligen Gerät (SEM-B2) oder von einem mehrkanaligen Monitor (SEM-Modul, SEM-Profibus) kontrolliert. Letztere können zusätzlich unsere gesamte Sensorpalette zur Messung von Wirkleistung, Körperschall und Kraft auswerten, oder interne Antriebsgrößen in Sinumerik, oder Indramat sensorlos mit Hüllkurven überwachen. So wird die prozessbegleitende und die postprozess-Werkzeugüberwachung in idealer Weise in einem System vereint.

Tool Monitor SEM-Profibus im Kleinformat: Mit nur 4 cm Breite ist sein Platzbedarf im Schaltschrank vernachlässigbar. Es wertet an den Siemens-Steuerungen 840D oder 810D die internen Antriebsgrößen Wirkleistung, Drehmoment oder Strom-Istwert aus und überwacht diese zur Kontrolle des Werkzeugzustandes mit geraden oder kurvenförmigen Grenzen (Hüllkurven). Als Softwareoption gibt es die dynamische Auswertung und von Werkstück zu Werkstück sich jeweils neu anpassende Hüllkurven. BDE- und MDE-Funktionen sind ebenfalls per Software freischaltbar. Zum zentralen Sammeln der BDE/MDE-Daten oder zum Anschluß eines Flachdisplay hat das System einen CAN-Bus-Anschluss.
Die im Tool Monitor enthaltene Benutzerverwaltung ermöglicht nach der Eingabe eines Codes den Zugang zu bestimmten Menüs. Der sog. "Superuser" ist der Benutzer, der alle Menüs bedienen und Zugangsberechtigungen vergeben darf. Sein Zugang erfolgte bisher auch über einen Code. Er kann sich nun über seinen Fingerabdruck vom System identifizieren lassen. Es können mehrere unterschiedliche User pro System angelegt werden.
Der 3D-Kraftaufnehmer auf Piezoquarzbasis mit integriertem 3-Kanal-Ladungsverstärker lässt sich ohne zusätzlichen Verstärker direkt an den Tool Monitor anschließen. „3D“ bedeutet, dass er in alle 3 Raumrichtungen misst. Sein Platz ist vorwiegend unter dem Revolverkasten in CNC-Drehmaschinen. Er dient zur Brucherkennung beim Hartdrehen. Ansonsten hat sich die Kombination aus Wirkleistungs- und Schallmessung bewährt.
In die Tool Monitore SEM-Modul und SEM-Profibus wurden neue Auswerteverfahren zur Bruchüberwachung der Bohrer in Mehrspindelbohrköpfen softwaremäßig integriert: Mit Hilfe eines Vergleichs der Wirkleistungskurve des aktuellen Werkstückes mit der Messkurve des vorangegangenen Werkstückes ist es nun möglich, Bohrer in Mehrspindelbohrköpfen mit bis zu 6 gleichen Bohrern auf Bruch zu überwachen. Parallel läuft ein Verfahren, das die Wirkleistung auf sprungartige Veränderungen kontrolliert. Der Bohrer wird als gebrochen erkannt, wenn eines der beiden Verfahren anspricht. Dadurch ist eine doppelte Sicherheit vor unerkannten Bohrerbrüchen gegeben.
Während der Messe EMO in Hannover präsentierten wir unsere unten aufgeführten Neuheiten. Der nach der Messe verspürte Auftragseingang bestätigte unsere führende Position in Techniken zur Werkzeugüberwachung.
Die prozessbegleitende Überwachung äußerst kleiner Spiral- und Gewindebohrer in Bearbeitungszentren war bisher erschwert aufgrund der fast ausschließlichen Verwendung von Rundtischen, die eine Verlegung von Sensorkabeln erschweren bzw. unmöglich machen. Deshalb wurde ein Körperschallsensor entwickelt, dessen Messwerte mit einem Messwertsender drahtlos von der Werkstückspannvorrichtung übertragen werden. Dieser Sensor läuft bis zum Batteriewechsel im 3-Schichtbetrieb über 1 Jahr. Mit Hilfe optional lieferbarer Solarzellen ist er völlig autark. Der Sensor kann z. B. auch an Revolverscheiben in CNC-Drehmaschinen eingesetzt werden und bietet dadurch einen bisher nicht gekannten Störsignalabstand gegenüber Maschinengrundgeräuschen. Zudem entfällt das beim Nachrüsten kabelgebundener Sensoren oft schwierige Kabelverlegen.

Dieser neue Tool Monitor nimmt die Wirkleistungs- und Drehmomentwerte von bis zu 8 Vorschub- und Spindelantrieben sensorlos über den Profibus der verbreiteten Siemens-Steuerung Sinumerik 840 D auf. Der Verkabelungsaufwand dieses Systems wird hierdurch ganz erheblich reduziert. Das System und die Software SinTerm wurden von Siemens als betriebssicher zertifiziert.
Das Zertifikat steht hier als PDF-Dokument zur Verfügung.
Falls zusätzliche Überwachungsaufgaben in der selben Maschine gelöst werden müssen, die etwa den Anschluss von Körperschall- oder Kraftsensoren erfordern, so ist dies mit bis zu 8 weiteren Kanälen am selben System ohne zusätzliche Systemhardware möglich.
Zur Überwachung niederfrequenter Schwingungen, wie sie etwa beim Rattern in Zerspanungsmaschinen oder infolge von Unwuchten auftreten, hat Nordmann einen in 2 orthogonalen Richtungen messenden Schwingungsaufnehmer namens SNF-SEA-Mini entwickelt. Dieser Sensor misst ab 0Hz, kann also auch Beschleunigungswerte von Vorschubachsen kontrollieren.
Werkzeugspindeln sind starken Belastungen durch mögliche Unwuchten und Crashs ausgesetzt. Nordmann entwickelte ein System, das radiale und axiale Belastungen mit spindelintegrierten Kraftsensoren überwacht und im Fall der Verletzung von Grenzwerten speichert. Die Visualisierung der Meßwerte erfolgt entweder auf dem Monitor einer offenen NC-Steuerung, einem tragbaren PC oder auf einem eigenen Monitor.
Im IDEE-Projekt werden unter der Leitung des Fraunhofer-Instituts für Schicht- und Oberflächentechnik IST (Braunschweig) und der Nordmann GmbH & Co. KG Techniken zur direkten Verschleißkontrolle von Wendeschneidplatten über Dünnschichtsensoren auf der Freifläche entwickelt. Auf diesem Seminar wurde der bisherige Entwicklungsstand demonstriert.
Kontrolle des Innen- und Außendurchmessers und der Länge von Drehteilen in CNC-Drehmaschinen mit Hilfe der Speicherung der NC-Achsenposition bei der akustischen Erkennung der Berührung zwischen einem Prüfwerkzeug und dem Werkstück. Die gewonnenen Positionsdaten werden zur Korrektur der Schneidenposition der Zerspanungswerkzeuge oder zur Aussonderung von Ausschußteilen verwendet. Das Verfahren erübrigt gesonderte Inprozeß-Meßtaster oder noch wesentlich teurere Postprozeß-Meßeinrichtungen.
Ein neuer Ultraschallsensor kontrolliert insbesondere in Bearbeitungszentren mit einem gebündelten Ultraschallstrahl kleine Bohrer oder Fräser auf ihre Länge (ab 0,5mm Durchmesser). Die Kontrolle erfolgt auf dem Weg des Werkzeuges vom Werkstück zum Magazin (oder umgekehrt), auch unter Eilganggeschwindigkeit. Das Verfahren ist völlig verschmutzungsunanfällig und verschleißfrei.
Alternativ zur Integration einer eigenen Betriebsdatenerfassung im SEM-Modul wurde das SEM-Modul als reines Werkzeugüberwachungssystem in vorhandene PC-basierte BDE-Terminals von DLOG (Typ DNeT HPC 5 und DNeT IPC 5) integriert. So können nun die Meßkurven am Monitor des DLOG-PCs betrachtet werden. Die Bedienung des als Blackbox (Hutschienengehäuse) über die RS232-Schnittstelle mit dem DLOG-PC verbundenen SEM-Moduls erfolgt vollständig über den Touchscreen des DLOG-Monitors. Die zusätzliche Montage eines Monitors oder einer Tastatur entfällt somit.
Integration einer Betriebsdatenerfassung in den Tool Monitor SEM-Modul als Option: Dadurch erhält man einen Überblick über die Auslastung und mögliche Schwachstellen einzelner Werkzeugmaschinen an einem zentralen PC, der über ein Bussystem mit den Tool-Monitoren der Werkzeugmaschinen verbunden ist. Anhand der zentralen aktuellen Anzeige der aktuellen Auftragslage jeder Maschine erhält man ein Instrument zur Planung der Maschinenbelegung.
Contact us – we will be happy to advise you.
