
La liste suivante est une petite sélection d'entreprises qui font confiance aux systèmes de surveillance d'outils Nordmann. Au total, nous avons vendu environ 18 415 systèmes dans le monde (31.12.2025). Notre part à l'exportation est de 35 %.
* Hier steht Nordmann im Pflichtenheft für die Ausstattung neuer Werkzeugmaschinen

Capteurs : Mesure de puissance effective (WLM-3)
Machines surveillées : Tours de type Index G 300 et Boehringer VDF 25
Citation : « L'avance est immédiatement arrêtée en cas d'usure excessive ou de rupture de lame, ce qui fonctionne très bien. En général, le système de surveillance arrête la machine juste avant que la lame ne se casse, ce qui signifie qu'elle ne se casse PAS. En conséquence, la durée de vie a pu être augmentée et la précision dimensionnelle des arbres à cames fabriqués est désormais plus indépendante de l'état d'usure. »

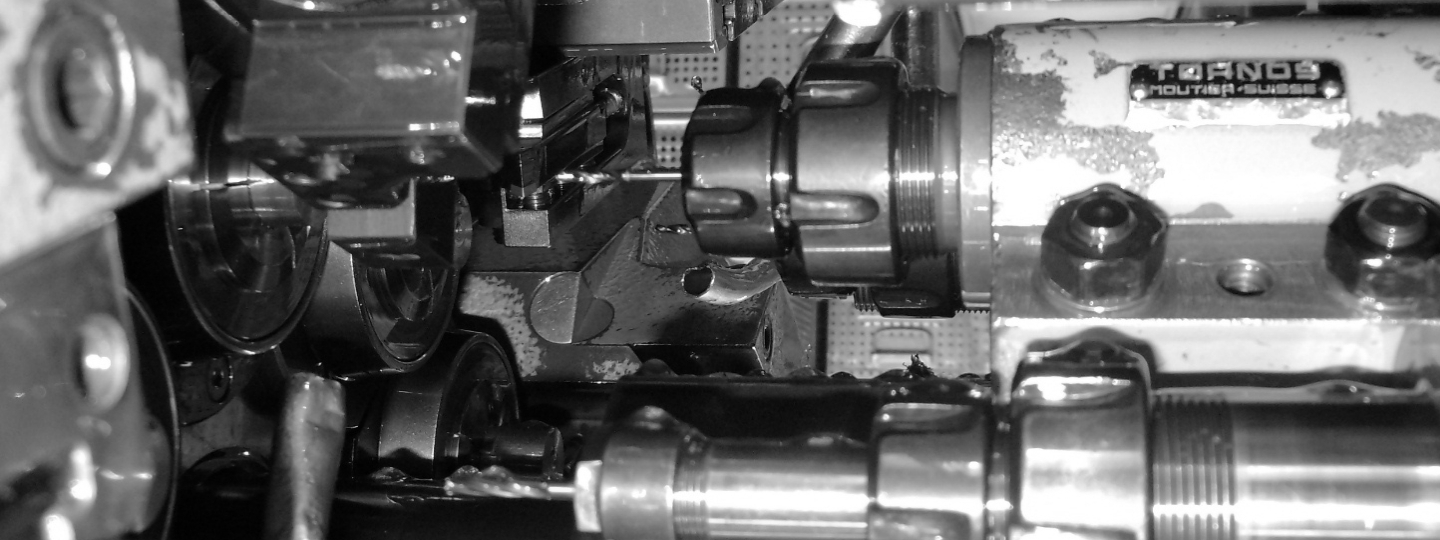
Capteurs : Capteur d'émissions acoustiques (SEA-Mini)
Machines surveillées : Tornos Deco 8sp
Citation : « En tant que fabricant d'électrovannes, nous produisons un grand nombre de pièces individuelles. Pour un projet important, un tour automatique CNC Tornos Deco 8sp a été acheté et mis en service. Des ruptures d'outils se produisaient de façon répétée, surtout dans la 3e équipe. Depuis la mise en service du système de surveillance d'outils Nordmann, ce travail de tri a été complètement éliminé. Le système fonctionne depuis lors de manière fiable. Nous tenons à mentionner en particulier les conseils techniques compétents et la résolution des problèmes orientés vers la pratique de la part de Nordmann. Actuellement, nous préparons d'autres installations en collaboration avec Nordmann. »

Capteurs : Dynamométrie (BDA-Kralle), mesure des émissions acoustiques (SEA-Mini)
Tâche de surveillance : Détection de la rupture et de l'usure de l'outil
Machine surveillée : Tour automatique multibroche Schütte
Citation : « Mes employés ne font plus tourner les machines sans la surveillance d'outils Nordmann, car ils savent que les ruptures sont détectées de manière fiable, ce qui évite les dommages consécutifs. En outre, les vitesses d'avance des outils sont également augmentées dans certains cas afin d'obtenir une plus grande productivité. La surveillance d'outils garantit que les outils sont protégés. »

Capteurs : Module de puissance effective (WLM-3), Capteur d'émissions acoustiques (SEA-Mini)
Tâche de surveillance : Détection du tangenter et de l'usure pendant la rectification, le polissage et l'ébarbage
Citation : « Avec la surveillance d'outils Nordmann, nous avons toujours une solution bien conçue, même pour nos applications les plus exigeantes. Les temps de réaction rapides de 1,9 ms permettent des vitesses d'approche élevées et se traduisent par un gain de temps par cycle de pièce. »

Capteurs : Module de puissance effective (WLM-3), scanner de la longueur de la pièce (WLT) pour le contrôle dimensionnel
Machine surveillée : Mikron Multifactor
Citation : « Excellent service. Le système permet d'économiser le tri des pièces. Le WLT fonctionne parfaitement ! Je sais immédiatement si la pièce est dans la bonne position. Le service a toujours été excellent. Le technicien de Nordmann a eu l'idée du WLT. S'il n'avait pas été là, nous ne pourrions pas économiser autant d'argent dans le tri des pièces. »

Capteurs : Module de puissance effective (WLM-3), Capteur d'émissions acoustiques (SEA-Mini)
Machine surveillée : Traub TNA 300
Tâche de surveillance : Détection de l'usure de l'outil, contrôle dimensionnel des pièces
Citation : « Les processus de production sont surveillés par le biais de la puissance effective et de l'émission acoustique. Au cours des derniers mois, l'installation fonctionne maintenant à 100 % de manière satisfaisante ! La « mise en réseau » de plusieurs machines CNC avec un seul appareil de mesure permet d'une part de réaliser des économies. Après quelques optimisations, le contrôle fonctionne parfaitement et la rupture d'outils ainsi que les rejets peuvent maintenant être presque complètement évités ! »

Capteurs : Mesure de puissance effective (WLM-3) sur la broche d'outil
Tâche de surveillance : Détection de la rupture et de l'usure pendant le perçage, le fraisage, le taraudage et le filetage
Citation : « Nous avions l'habitude d'installer des postes d'inspection sur nos machines de transfert. Depuis que nous utilisons les systèmes de surveillance d'outils Nordmann, nous sommes en mesure de proposer à nos clients des bancs de machines plus courts. Grâce à Nordmann, le client achète la machine moins cher et peut surveiller non seulement la casse et l'usure des forets et des fraises, mais aussi le taraudage et le roulage des filets, ce qui était très difficile avant Nordmann. »

Capteurs : Mesure de la puissance effective avec module de puissance effective (WLM-3)
Tâche de surveillance : Contrôle de la rupture d'outils dans la machine à transfert rotatif Wirth & Gruffat
Citation : « C'est très pratique de pouvoir détecter les dommages aux roulements de la broche d'outil via la variation de la puissance effective mesurée par votre module de puissance effective. »

Produit : Production de machines à transfert rotatif sur lesquelles sont fabriquées des petites pièces de haute précision.
Capteurs : Mesure de la puissance effective (WLM-3), Hydrophone à émission acoustique (SEH) via un jet de réfrigérant lubrifiant, Contrôle de longueur d'outil par barrière d'un jet de lubrification (SDS)
Tâche de surveillance : Détection de la rupture et de l'usure des forets, fraises, alésoirs et outils de tournage.
Citation : « Avec les systèmes de surveillance d'outils Nordmann, nous avons jusqu'à présent toujours trouvé une solution, même pour les tâches de surveillance difficiles. Ceci s'applique en particulier à la surveillance des plus petits forets de quelques dixièmes de millimètres de diamètre. Lorsque mon client souhaite une surveillance d'outils pour sa machine, je lui propose une solution avec Nordmann. »
Capteurs : Capteur de déplacement à courants de Foucault (BDA-L) pour la détection de la position des pièces, Capteur d'émissions acoustiques de la pièce sur la règle d'appui (SEA-Mini)
Tâche de surveillance : Contrôle de la position de pièces chargées par robot, contrôle du tangenter pendant la rectification sans pointe, surveillance des collisions et du dressage.
Citation : « Avec l'aide de la surveillance d'outils Nordmann, nous pouvons interroger avec précision la position des pièces chargées par le robot, prévenir les collisions et leurs dommages, et mettre en œuvre le contrôle du tangenter et du dressage avec une vitesse de réaction de 1,9 ms. Grâce à la technique de Nordmann, nos clients peuvent : 1. réduire leurs durées de cycle, 2. détecter les ondulations du disque de rectification, 3. détecter le broutage, 4. économiser des abrasifs. »
Capteurs : Mesure de la puissance effective avec module de puissance effective (WLM-3)
Tâche de surveillance : Contrôle de la casse de divers petits outils sur un hydromate Pfiffner
Citation : « Le zoom automatique via le menu d'accès rapide est idéal, car on dispose en quelques secondes de la plage de mesure optimale. »

Capteurs : Enregistrement de l'émission acoustique de l'outil (SEA-Mini), Mesure de la puissance effective de la broche (WLM-3)
Tâche de surveillance : Détection de la rupture et de l'usure des outils de tournage et de perçage, même en fonctionnement sans personnel (équipe de nuit).
Citation : « J'ai équipé toutes mes machines de la surveillance d'outils Nordmann, car sans cela, je ne serais pas du tout compétitif. Je suis obligé de produire en trois équipes afin de respecter les délais, mais je ne pouvais pas répercuter les coûts salariaux de l'équipe de nuit sur les pièces. Je produis sans personnel la nuit et j'ai un sommeil paisible grâce à Nordmann. Sans Nordmann, j'aurais pu fermer mon entreprise il y a longtemps. »

Capteurs : Mesure de la puissance effective de la broche d'outil (WLM-3), Hydrophone à émission acoustique (SEH) avec jet de réfrigérant lubrifiant
Tâche de surveillance : Détection de l'usure et de la rupture des forets, fraises, alésoirs et scies dans les machines à transfert rotatif.
Citation : « Comme nos clients (souvent des horlogers de renom) fabriquent des pièces de haute précision et utilisent pour cela des outils filigranes (souvent de quelques dixièmes de millimètres de diamètre seulement), nous devons équiper les machines d'une surveillance d'outils. Nous travaillons avec la surveillance d'outils Nordmann et grâce au développement constant de Nordmann, nous sommes toujours à jour avec ce produit. »

Machines surveillées : Centres d'usinage de la société Matsuura, Robodrill, tours CNC : Nakamura, Okuma, Index
Capteurs : Module de puissance effective (WLM-3), Hydrophone à émission acoustique (SEH), Capteur d'émission acoustique (SEA)
Méthode de surveillance : Surveillance avec les limites droites, les enveloppantes et les hauteurs moyennes.
Citation : « Le système Nordmann est et a été déterminant dans la capacité de notre usine à surveiller nos outils de coupe en cours de fabrication. La représentation graphique immédiate du processus de coupe nous donne le retour d'information instantané dont nous avons besoin pour prendre des décisions concernant les paramètres ou la sélection des outils de coupe. Le système Nordmann a eu un impact considérable en termes de réduction des coûts, d'évitement des coûts des machines-outils et d'amélioration des processus. Un système tel que le leur est un outil vital nécessaire à toute entreprise qui prend au sérieux ses processus de fabrication. »

Tâche de surveillance : Usure et rupture
Capteurs : Mesure de la puissance des axes d'avance via les sorties analogiques des convertisseurs de fréquence avec connexion directe au Tool Monitor SEM-Modul.
Méthode de surveillance : Contrôle des courbes d'émission acoustique et de mesure de puissance avec des enveloppantes et des limites séparées pour chaque vitesse d'avance.
Citation : « I.T.S. a acheté le produit de Nordmann, SEM Modul, et l'a installé dans nos machines CNC produites (avec 12 axes). Nous obtenons d'excellents résultats et les clients finaux sont très satisfaits. »

Tâche de surveillance : Détection des ébauches non rondes, détection des pièces incomplètement rectifiées, détection du broutage, détection de la rupture du disque de rectification.
Capteurs : Enregistrement de l'émission acoustique via un jet de réfrigérant lubrifiant (SEH), en parallèle de la puissance effective (WLM-3) de la broche porte-meule.
Méthode de surveillance : Contrôle des courbes d'émission acoustique et de mesure de puissance avec des enveloppantes et des limites séparées pour chaque vitesse d'avance.
Citation : « La commande du SEM-Modul est très facile à comprendre, ce qui fait que je n'ai eu aucun problème à le mettre en service tout seul. Je n'ai même pas eu besoin du manuel d'instructions. Les instructions d'installation des capteurs sont faciles à comprendre. »
Tâche de surveillance : Détection de rupture de foret sur des têtes multibroches de perceuse à 2 et 3 broches dans des machines à transfert rotatif avec des forets hélicoïdaux (diam. 3,3 et 4,2 mm) et des tarauds (M3 et M4).
Capteurs : Enregistrement de l'émission acoustique par un conducteur d'ondes sonores en acier à ressorts (SEA-Feder) et un jet de réfrigérant lubrifiant.
Méthode de surveillance : Limite supérieure qui détecte le « pic de rupture » de l'émission acoustique.
Citation : « J'ai essayé des appareils d'autres fournisseurs. Mais avec votre système, le contrôle de la casse des forets sur les têtes multibroches de perceuse fonctionne très bien. La rupture du foret est indiquée par un pic clair dans le signal sonore. Je vais équiper la prochaine machine de ce principe de mesure également. »

M. Geiger a rédigé son mémoire de diplôme de technicien sur le choix d'un système de surveillance des outils pour l'usinage de l'aluminium dans des centres d'usinage, dressant une liste de toutes les caractéristiques pertinentes de 5 fournisseurs différents.
Citation : « En comparant votre système avec les appareils des concurrents, je suis arrivé à la conclusion que le système Nordmann (Tool Monitor) est la Mercedes parmi les systèmes de surveillance d'outils. En particulier, l'intuitivité d'utilisation et le large éventail d'options de mesure m'ont convaincu. »

Thème du mémoire de diplôme : Comparaison de la fonctionnalité de différents systèmes de surveillance d'outils.
Citation : « Je profite de cette occasion pour vous remercier vivement pour l'installation et la mise à disposition gratuite de votre système de surveillance (Tool Monitor). Comme votre système a obtenu de très bons résultats dans la comparaison, j'aimerais également en faire la démonstration « en direct » lors de ma présentation finale à la fin du mois de janvier… »

Tâche : Contrôle en cours de processus de la rectification centrale des engrenages sur les rectifieuses d'engrenages Kapp, pour éviter la rectification partielle unilatérale des entredents et pour obtenir une durée de vie plus longue des disques de rectification CBN.
Capteurs : Capteur de position sans contact (BDA) à l'extrémité de la broche porte-meule, monté dans le couvercle du boîtier de la courroie crantée.
Méthode de surveillance : Mesure et contrôle des limites du déplacement élastique de la broche porte-meule. Si les limites sont dépassées, correction de l'angle de l'axe de rotation de la pièce (axe A) dans les deux sens.
Citation : « Les durées d'utilisation ont augmenté de 50 %. En outre, les pièces à usiner doivent désormais être mesurées beaucoup moins souvent. »
Contactez-nous – nous serons heureux de vous conseiller.