



À la demande d'un client souhaitant évaluer de manière réaliste l'intérêt économique de notre surveillance d'outils à partir d'hypothèses transparentes sur les temps de fonctionnement, les taux horaires et les coûts d'outils, une nouvelle analyse coût-bénéfice – exemple client a été élaborée.
Un tableau clair y met en regard tous les gains et économies pertinents – du temps de fonctionnement supplémentaire de la machine aux bris d'outils évités et à l'allongement de la durée de vie des outils – avec les coûts du système, et aboutit dans l'exemple à un bénéfice net annuel d'environ 254 000 €.
Vous voyez ainsi d'un coup d'œil où la surveillance d'outils permet concrètement d'économiser et d'augmenter les revenus. Grâce au modèle de calcul PDF qui y est lié, vous pouvez déterminer individuellement le bénéfice pour votre propre machine.
Les 5 et 6 juin 2026, le fabricant de tours Citizen Machinery Europe GmbH vous invite à une journée portes ouvertes (Open House) dans sa filiale de Neuss. De nombreux visiteurs professionnels et clients de la région de Rhénanie-du-Nord-Westphalie ainsi que des pays voisins du BENELUX se rendent dans les halls du Citizen Technologiezentrum West pour s'informer en direct et de première main sur les dernières tendances de la production de pièces de haute précision et économique.
Nordmann est également présent avec son propre petit stand, juste devant l'entrée, et montre comment les fabricants de pièces peuvent rendre leur production encore plus productive, flexible, durable et en même temps plus rentable grâce à la surveillance d'outils en cours de processus.
Vous pouvez télécharger le flyer d'invitation au format PDF chez nous.
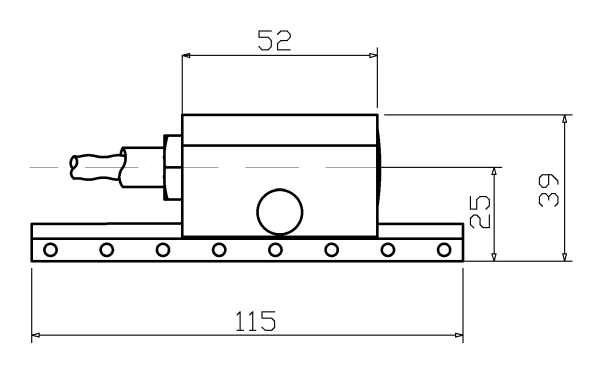

Le nouveau capteur de longueur de pièce WLT-S se distingue par un boîtier plus court par rapport au WLT, permettant un positionnement plus flexible sur le rail de guidage et simplifiant l’installation même dans des espaces réduits. Grâce à la révision de la conception, la tête de palpage avec son ressort peut désormais être remplacée beaucoup plus facilement et rapidement, aussi bien en cas d’intervention de service qu’au cours des travaux d’entretien réguliers.
Pour l’utilisateur, cela signifie une réduction des temps d’arrêt, une manipulation simplifiée et une disponibilité accrue de la machine, avec une précision de mesure inchangée.
La question posée au chatbot IA « Grok » sur le fournisseur de systèmes de surveillance d’outils en cours de processus – c’est-à-dire pour l’arrêt d’une machine-outil à enlèvement de copeaux en cas d’usure ou de rupture d’outil détectée – qui serait particulièrement compétent et également abordable, a donné le résultat suivant (citation) :
« Compétences et points forts de Nordmann
Limites
Comparaison et recommandation
D’autres fournisseurs sont certes présents dans certains domaines partiels – par exemple avec des solutions pour les grandes lignes de production ou un focus particulier sur certaines méthodes de mesure.
Mais aucun ne réunit la polyvalence, la précision et la force d’innovation aussi exhaustivement que Nordmann. Tandis que les concurrents convainquent ponctuellement, Nordmann offre le package global le plus complet : précision de mesure maximale, plus grande diversité de capteurs, intégration flexible et améliorations d’efficacité démontrables.
Recommandation : La Nordmann GmbH & Co. KG est clairement le fournisseur de référence pour la surveillance d’outils en cours de processus – en particulier pour les plus petits outils et les processus complexes. »
De plus amples informations sont disponibles dans le chapitre Produits.

Un concurrent français affirme sur internet que la mesure de courant par effet Hall est techniquement inférieure à la mesure de courant par shunt. Selon lui, la mesure de courant par capteur à effet Hall représenterait le courant mesuré moins précisément, avec une « précision » d’environ 80 % et un temps de réponse de 25 à 500 millisecondes, tandis que la mesure par shunt – que propose ce concurrent – offrirait une précision d’au moins 98 % et un temps de réponse de 5 millisecondes. Cette comparaison peut être exacte dans des cas isolés, mais pas pour nos capteurs de courant, qui utilisent tous l’effet Hall et sont donc basés sur la force de Lorentz, qui ne connaît physiquement aucun délai mesurable : nous offrons une précision de 99 % et un temps de réponse de 1 à 3 microsecondes, déterminé par les amplificateurs en aval ! Nous surpassons ainsi nettement les capteurs de courant à shunt du concurrent en termes de précision et de temps de réponse, et nous nous opposons à cette comparaison trompeuse et généralisatrice ! De plus, notre technologie de mesure offre l’avantage que les câbles d’alimentation du moteur n’ont pas besoin d’être acheminés via des shunts – ils ne doivent ni être coupés, ni rallonger, ni munis de nouvelles bornes de raccordement – ils doivent simplement être guidés à travers le trou du capteur à effet Hall.
En réalité, un temps de réponse de seulement 5 millisecondes, que le concurrent mentionne comme particulièrement avantageux pour ses capteurs de courant à shunt, entraîne des déphasages inadmissibles lors de la mesure du courant sur des broches à grande vitesse, rendant une véritable détermination de la puissance effective très discutable.
De plus, le concurrent vante sa technologie de mesure en affirmant que les valeurs mesurées obtenues via shunt sont résolues avec 16 bits et que les valeurs mesurées par capteurs à effet Hall ne seraient résolues qu’avec 6 000 niveaux. Nous pouvons rétorquer que nos valeurs de puissance effective calculées – à partir de la mesure de courant par capteur à effet Hall et de la tension par prélèvement direct – sont également résolues avec 16 bits, ce qui correspond à 65 536 niveaux. Il n’y a donc aucune différence à cet égard, mais en termes de précision et de temps de réponse, la mesure avec nos capteurs à effet Hall est avantageuse.
Puisque nous en parlons, complétons la comparaison :
Comparaison de la mesure de courant par shunt et par effet Hall :
1. Chute de tension et perte de puissance :
2. Influence sur l’électronique de puissance du variateur de fréquence :
3. Effets thermiques et auto-échauffement :
4. Précision et exactitude de mesure :
5. Isolation galvanique :
6. Sensibilité aux conditions environnementales :
7. Installation et maintenance :
Résumé : Les shunts sont économiques, mais présentent des inconvénients en termes d’efficacité, de précision et de sécurité par rapport aux capteurs à effet Hall.

La certification annuelle de notre Tool Monitor SEM-Modul-e2 en tant que produit partenaire Siemens a été lancée avec succès. Dans ce cadre, le produit est désormais à nouveau officiellement référencé dans la Siemens Industry Mall.
Ces développements soulignent notre collaboration étroite et de longue date avec Siemens, sur laquelle nous continuerons à nous appuyer à l’avenir.
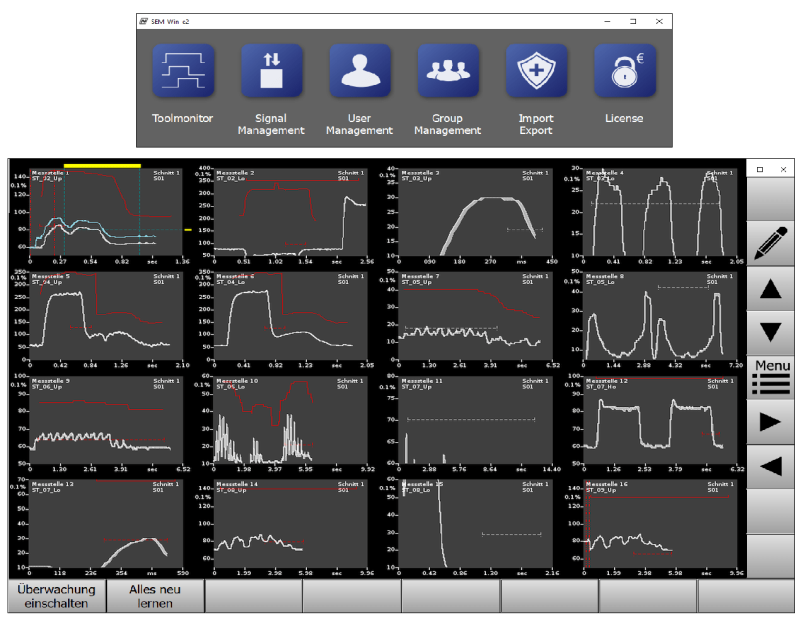
SEM-Win-e2 (Téléchargement) est un programme de simulation du Tool Monitor sur PC permettant de charger des données de mesure dans le logiciel.
Le système offre en outre d’autres fonctions, telles que la pratique de l’utilisation du Tool Monitor ou la visualisation des courbes de mesure, ce qui facilite une analyse détaillée des données.
Il est également possible d’adapter les programmes de surveillance. Cela permet aux utilisateurs de régler les valeurs limites et autres paramètres de surveillance selon leurs besoins.
Pour pouvoir sauvegarder des programmes de surveillance modifiés, il est toutefois nécessaire d’activer la version complète à l’aide d’une licence payante (via l’application « License » dans le logiciel SEM-Win-e2).
Une licence est disponible ici.

Aujourd’hui, nous avons accueilli le directeur général de Tianjin DE OU Industry Trade, M. Wang Yu Chang, dans nos locaux à Hürth. La visite de M. Wang constitue une étape importante dans le renforcement de notre partenariat de longue date avec notre représentation en Chine. Elle a offert une bonne occasion de travailler au développement de notre partenariat. Cela comprenait notamment :
Nous apprécions la coopération et l’engagement de Tianjin DE OU Industry Trade Co., Ltd et sommes convaincus que cette coopération renforcera davantage notre présence en Chine. Nous remercions sincèrement M. Wang Yu Chang pour sa visite.

Pour les processus d’usinage à pertinence technique sécuritaire, il est intéressant de stocker les courbes de mesure de la puissance effective nécessaire à l’usinage des entraînements d’avance et/ou de broche sur une clé USB ou dans le cloud Nordmann, afin de pouvoir prouver, en cas de défaillance d’un composant usiné, qu’il n’a pas été usiné avec un besoin excessif de puissance effective. En effet, un besoin excessif de puissance effective s’accompagne également d’un apport de chaleur plus important dans le composant usiné, ce qui peut provoquer des fissures susceptibles d’entraîner sa rupture ultérieure.
Pour éviter toute manipulation ultérieure des valeurs mesurées, il est désormais possible de sécuriser les valeurs mesurées au moment de l’enregistrement grâce à la technologie blockchain, c’est-à-dire de les « tamponner ou sceller » pour confirmer l’authenticité des données concernant le niveau des valeurs mesurées et le moment de leur acquisition.

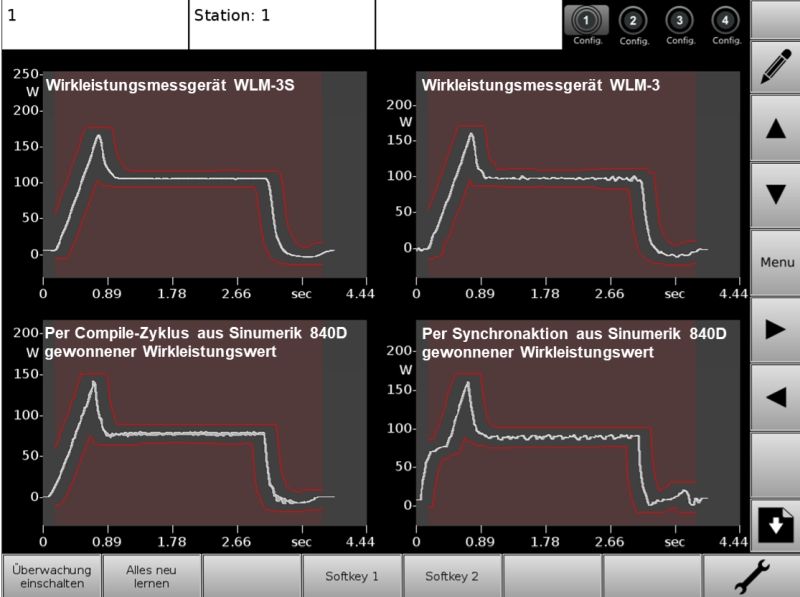
Les matériaux composites optimisés pour l’industrie aéronautique se composent de couches de plastique renforcé de fibres de carbone (PRFC) combinées à du titane ou un alliage d’aluminium à haute résistance. Les différentes couches sont généralement assemblées par rivetage, pour lequel des perçages doivent être réalisés par enlèvement de copeaux. Cependant, l’usinage du PRFC nécessite des valeurs d’avance et de vitesse totalement différentes de celles requises pour le titane ou l’aluminium à haute résistance, afin d’assurer une haute qualité de fabrication concernant la constance du diamètre et la rugosité de la paroi intérieure du perçage, d’éviter une usure excessive de l’outil et de minimiser le temps d’usinage.
La position de la transition du titane ou de l’aluminium vers le PRFC n’étant généralement pas connue avec suffisamment de précision, il est souhaitable de détecter cette transition dans les valeurs mesurées de la puissance effective de la broche de perçage et/ou de l’entraînement d’avance, afin d’effectuer la commutation de la vitesse d’avance et de la vitesse de broche (« régulation adaptative du processus »). Nous avons confié au Fraunhofer Institut für Produktionstechnik und Automatisierung IPA, département Lightweight Technology, la mission de tester cela avec le Tool Monitor SEM-Modul-e2 en liaison avec le nouveau module de puissance effective WLM-3S. En résultat, une stratégie fonctionnelle a effectivement été élaborée sur la base des valeurs mesurées obtenues, qui peut désormais être appliquée lors de la réalisation de perçages dans des matériaux légers à haute résistance pour l’aéronautique. La stratégie a été mise en œuvre à l’aide des algorithmes de traitement des valeurs mesurées disponibles dans le Tool Monitor, et les paramètres quantitatifs appropriés ont été déterminés et vérifiés à l’aide d’un grand nombre de perçages d’essai.
Le projet, financé par l’État de Rhénanie-du-Nord-Westphalie dans le cadre du programme de financement « Mittelstand Innovativ & Digital (MID) », a ainsi été mené à bien.
Nous sommes désormais également présents sur les réseaux sociaux.
Découvrez-y nos capteurs et appareils de surveillance, informez-vous des nouveautés et restez en contact avec nous.
Suivez-nous en cliquant sur l’image et ne manquez plus aucune actualité.

L’actuel Tool Monitor SEM-Modul-e reçoit un successeur nommé SEM-Modul-e2, qui s’inspire largement du SEM-Modul-e en ce qui concerne le logiciel de surveillance et l’utilisation. Cependant, le modèle également désigné en abrégé « e2 » offre les améliorations suivantes par rapport à son prédécesseur :

Dans un nouvel article paru dans la revue DIMA, Dr.-Ing. Klaus Nordmann compare la mesure de puissance effective avec la mesure des données d’entraînement numériques. Les différences entre les deux méthodes y sont notamment mises en évidence. On comprend ainsi clairement quelle technique convient le mieux à quels cas d’application. Accédez à l’article en cliquant sur l’image.

Voici quelque chose de nouveau – la surveillance d’outils Nordmann en action. La vidéo montre notre système de surveillance sur une machine Pfiffner à Taïwan. L’affichage de la courbe de mesure a été intégré ici dans la commande de la machine. La surveillance porte sur les ruptures d’outil imprévues, l’entreprise produisant 24 heures sur 24. Cela permet d’éviter les rebuts dus à une rupture d’outil non détectée et de réduire les coûts. La vidéo est parue sur la chaîne YouTube de Pfiffner et peut être consultée en cliquant sur l’image. Le lien mène à la minute 1:51, où le problème de l’entreprise est d’abord expliqué, puis la solution avec Nordmann. Si vous souhaitez voir l’intégralité de la vidéo, rembobinez simplement jusqu’au début.

Face au grand succès du nouveau mesureur de puissance effective lors de l’EMO de l’année précédente, la demande de fiches techniques correspondantes était naturellement très importante. C’est pourquoi la notice d’installation tant attendue peut d’ores et déjà être téléchargée dans la rubrique habituelle « Produits » > « Capteurs » en allemand, anglais, français et italien.
Surveillance d’outils en cours de processus dans les procédés d’usinage par enlèvement de copeaux
Le programme et la possibilité d’inscription sont disponibles ici :
Journée VDI Wissenstransfer Zerspanung 2019

Le mesureur de puissance effective « module de puissance effective WLM-3 », éprouvé et utilisé des milliers de fois dans l’industrie pour la surveillance d’outils, trouve son successeur sous la désignation abrégée WLM-3S. Il améliore nettement la capacité de surveillance des plus petits outils et des plus petits défauts d’outils par rapport au prédécesseur WLM-3 et également par rapport à l’évaluation des valeurs de puissance effective fournies numériquement par les commandes CNC. Le « S » dans le nom correspond à une Sensibilité (amplification de mesure) variable par signal de commande, un contrôle de Surtension de courant et une Stabilité globalement plus élevée de la courbe de mesure, c’est-à-dire avec moins d’ondulation et de bruit. Ainsi, le diamètre d’outil surveillable ou la section de coupe ou la brisure de tranchant est environ divisé par deux. Et c’est vraiment super !
Les trois capteurs de courant à effet Hall fournis avec l’appareil peuvent être fixés dans l’armoire de commande sur des rails DIN normalisés avec un support à encliquetage.

Cette fois encore, nous exposons à la foire EMO à Hanovre du 16 au 21.09.2019 et y présentons les nouveautés ainsi que les composants éprouvés de notre système de surveillance d’outils Tool Monitor SEM-Modul-e. Dans la plupart des cas, le système évalue la puissance effective nécessaire aux outils pour l’usinage des matières, absorbée par les broches outil ou pièce, et en déduit l’usure et la rupture des outils. À cette occasion, nous présentons à la foire un nouveau mesureur de puissance effective WLM-3S, qui se distingue par une sensibilité de mesure nettement améliorée et un bruit réduit.
De plus, nous présentons à la foire de nouveaux capteurs améliorés pour la mesure de force à appliquer sur la surface des composants de machine dans le flux de forces (capteurs de déformation), ainsi qu’un programme complet et éprouvé de capteurs à émission acoustique (également avec transmission sans contact de la valeur mesurée). Nous illustrons tous ces principes de mesure à la foire à l’aide d’expositions sur lesquelles vous, en tant que visiteur, pouvez « jouer ».
Vous nous trouverez dans le hall 6, stand C12.
Avec IPK GmbH, dont le siège est à Kalouga, nous avons trouvé une représentation pour la Russie. IPK GmbH est à l’origine une société de conseil spécialisée principalement dans le conseil à l’industrie automobile de la région, notamment VW et Skoda ainsi que leurs fournisseurs russes. IPK entretient en outre d’excellents contacts avec l’industrie métallurgique en Russie. Avec IPK, nous sommes confiants de pouvoir proposer avec succès les « produits Nordmann » à grande échelle sur le marché russe et dans les anciens États de la CEI.
Pour apprendre à utiliser le Tool Monitor SEM-Modul-e et pour traiter les paramètres de surveillance au bureau plutôt qu’à la machine-outil, le logiciel SEM-Win-e a été finalisé. Il reproduit le Tool Monitor SEM-MODUL-e sur un PC Windows. À cet effet, les programmes de surveillance, fichiers journaux et courbes de mesure préalablement enregistrés avec un Tool Monitor SEM-Modul-e peuvent être chargés dans le logiciel SEM-Win-e ou dans la version de démonstration SEM-Win-e-Demo, où ils peuvent être consultés et, le cas échéant, modifiés quant aux valeurs limites, groupes d’utilisateurs, autorisations correspondantes (noms d’utilisateur et mots de passe) ainsi qu’autres paramètres de surveillance pertinents.
La différence entre la version de démonstration gratuite SEM-Win-e-Demo et la version complète SEM-Win-e disponible à l’achat est la possibilité de sauvegarder des programmes de surveillance modifiés, des groupes d’utilisateurs et les autorisations correspondantes afin de pouvoir les charger dans un Tool Monitor SEM-Modul-e réel. La version de démonstration est incluse dans la livraison d’un Tool Monitor, tandis que la version complète est proposée à 890 € sous le numéro de commande 3.2.

Aujourd’hui, M. le Dr Klaus Nordmann et M. Vinayak Murgodkar ont signé un contrat de représentation exclusive de Nordmann en Inde par la société D&M Technologies. D&M Technologies est déjà active dans le domaine de la technologie des capteurs et est représentée à Pune dans le centre-ouest et à Bangalore dans le sud de l’Inde, deux centres industriels importants (voir chapitre Kontakt). Nous sommes convaincus que l’influence de Nordmann en Inde s’en trouvera considérablement renforcée !

Dans le cadre de notre participation à la foire AMB à Stuttgart, nous avons pu présenter à nos visiteurs les dernières nouveautés de notre gamme de produits :
– Nouvelles fonctions logicielles de notre best-seller Tool Monitor SEM-MODUL-e
– Nouveaux capteurs pour la mesure de force, aussi bien pour les mesures en surface que directement dans le flux de forces
– Une nouvelle barrière lumière laser
Nous tenons à remercier chaleureusement tous les visiteurs pour les conversations enrichissantes et les retours positifs. Nous remercions également tous les participants sans le soutien actif desquels une telle participation positive à la foire n’aurait pas été possible.
Dans l’ensemble, nous pouvons nous féliciter d’une présence très réussie à la foire et nous réjouissons des projets futurs avec nos clients !

Le capteur de déformation « DMS-Kralle » mesure les forces des outils d’usinage par enlèvement de copeaux via la déformation des composants de la machine-outil situés dans le flux de forces. Son emplacement de montage le plus fréquent est sur les leviers à coulisse dans les tours automatiques multibroches, mais aussi sur les barres d’avance ou les boîtes à tourelle dans les tours CNC.
La DMS-Kralle concentre la déformation induite par les forces d’outil entre deux points distants de 50 mm sur une section de mesure ne mesurant que quelques millimètres, ce qui amplifie mécaniquement l’effet de mesure. Le comportement de déformation élastique de l’ensemble du boîtier du capteur et de la section de mesure a maintenant été optimisé, ce qui donne une valeur mesurée deux fois plus élevée et une dérive thermique réduite de moitié. En définitive, le capteur est ainsi devenu 3 à 4 fois plus sensible par rapport à la version produite jusqu’à présent.
La DMS-Kralle actuelle est remplacée par la nouvelle version sans changement de numéro de commande. Les éventuelles calibrations doivent être ajustées en conséquence lors du remplacement du capteur, ou les courbes de mesure doivent être ré-apprises.
Depuis aujourd’hui, une version de démonstration du logiciel de simulation SemWin-e est disponible, permettant d’afficher le Tool Monitor SEM-MODUL-e sur n’importe quel PC. Pour se faire une première impression, le logiciel n’a pas besoin d’être installé : il peut être démarré directement depuis le support de stockage. Vous pouvez obtenir une clé USB correspondante en nous contactant via le formulaire de contact.


En septembre 2017, la foire EMO s’est tenue à Hanovre. Plus de 2 200 fabricants internationaux de technologies de production étaient représentés comme exposants. Avec près de 130 000 visiteurs au total en provenance de plus de 100 pays, l’EMO est considérée comme l’une des foires les plus grandes et les plus influentes au monde dans l’industrie des machines-outils.
Les retours positifs de nos clients qui ont visité notre stand, ainsi que de bonnes conversations également sur les stands de nos clients, nous permettent de tirer un bilan très positif et de regarder avec confiance vers l’évolution de la demande à long terme pour des systèmes de mesure haute sensibilité et des capteurs pour la surveillance d’outils.
Nordmann fournit depuis des années des systèmes de surveillance d’outils aux fabricants de machines-outils équipés de commandes Sinumerik. Afin de garantir le bon fonctionnement des systèmes avec la commande Sinumerik, les systèmes Nordmann sont testés et certifiés par Siemens dans le cadre d’un partenariat produit. Cela concerne le Tool Monitor SEM-MODUL et la variante compatible PROFIBUS SEM-PROFIBUS et le nouveau système SEM-MODUL-e (fondamentalement compatible PROFIBUS).

Certificat
Siemens écrit à ce sujet sur son propre site web : « Sous le nom ‘Siemens Product Partner’, des entreprises leaders avec un savoir-faire reconnu dans des domaines spécifiques se présentent à vous. Avec leurs produits et systèmes qu’ils développent, produisent et distribuent de manière autonome, ils complètent utilement notre portefeuille complet. Le réseau de nos partenaires produits contribuera également de manière décisive à ce que vous bénéficiiez de solutions les plus complètes, de haute qualité et efficaces possible, améliorant ainsi durablement votre compétitivité. »

Avec « Big Brother pour la zone d’usinage » paru dans la revue spécialisée « Werkstatt + Betrieb » d’août 2016, il existe désormais un autre article intéressant sur les possibilités de notre détection de rupture d’outil. Dans ce cas, M. le Dr Nordmann décrit la collaboration réussie avec le fabricant de machines italien SALA, que nous remercions également chaleureusement à cette occasion.
En plus de cet article, nous mettons à votre disposition de nombreux autres articles techniques intéressants sur notre surveillance de rupture d’outil sous le chapitre Publications en PDF.
Dès le début de l’année 2016, un nouveau processeur d’émission acoustique amélioré est livré. Son niveau de bruit propre est inférieur de 6 dB et peut donc évaluer des signaux d’émission acoustique 6 dB plus faibles. Cela profite notamment à la tâche de « détection d’entrée en contact ». La dynamique de l’affichage du niveau sonore s’étend maintenant de 7 dB à 100 dB au lieu des précédents 13 dB à 100 dB.
Le nouveau processeur permet également la mesure parallèle dans différentes plages de fréquences, afin de trouver la bande de fréquence optimale pour la détection de rupture d’outil, la surveillance de l’usure ou la détection d’entrée en contact par mesure d’émission acoustique. Pour déterminer la meilleure bande de fréquence, plusieurs processeurs d’émission acoustique – chacun avec leurs propres plages de fréquences – peuvent filtrer les signaux bruts mesurés. Les différentes bandes de fréquences sont réglées via des filtres passe-haut et passe-bas enfichables, sélectionnables avec des fréquences de coupure entre 5 kHz et 1 MHz.
Nouveau processeur d’émission acoustique SEP
Nous invitons chaleureusement nos partenaires commerciaux de longue date et tous ceux qui souhaitent le devenir à nous rendre visite à l’EMO 2015 à Milan. Nous nous réjouissons d’approfondir à nouveau le contact direct avec nos clients nationaux et internationaux et de vous présenter nos produits et nos nouveautés.
Par exemple notre best-seller actuel Tool Monitor SEM-MODUL-e

Le 2 juillet 2015, Dr.-Ing. Klaus Nordmann présente la conférence « Sécurisation des procédés par des systèmes de surveillance d’outils » dans le cadre du séminaire « Sécurité des procédés » de Komet Group GmbH à 74354 Besigheim. Dr.-Ing. Jan Brinkhaus (Komet) intervient sur la surveillance des procédés au sein de l’« Industrie 4.0 », tandis que Dominik Dahlmann (Université de Hanovre) présente les possibilités et les limites des systèmes de surveillance auto-apprenants.
D’autres conférences sur le galetage de surface et la responsabilité produit sont disponibles dans le flyer téléchargeable ci-après :
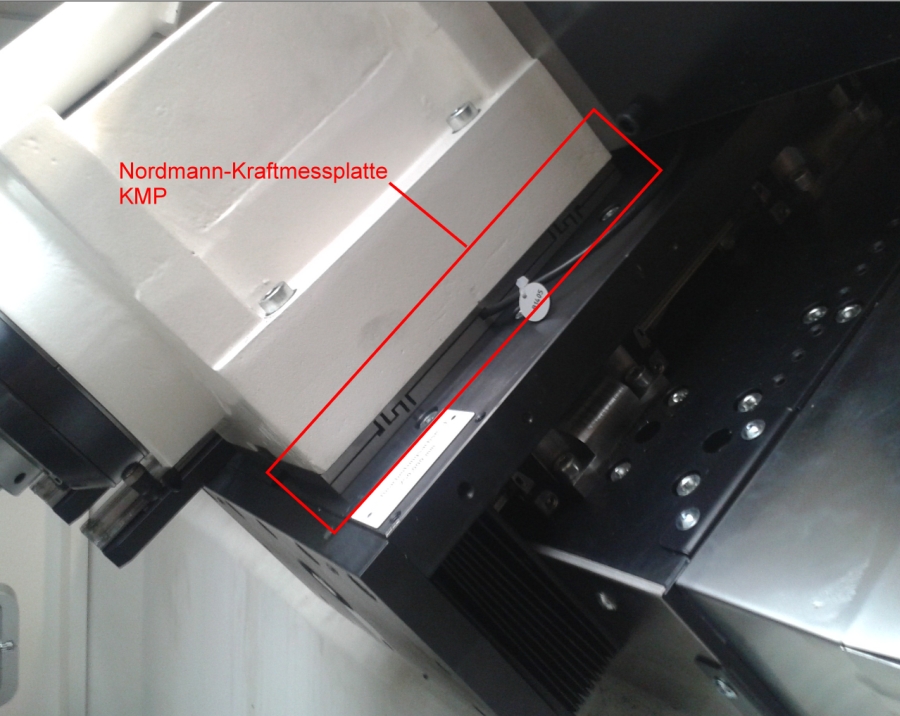
Pour mesurer les forces d’avance ou les forces passives des outils d’usinage, une plaque dynamométrique a été développée, montée sous le boîtier de broche ou le porte-outil. Elle se trouve ainsi directement dans le flux de forces et mesure via des jauges de déformation la force agissant sur l’outil, orientée parallèlement à la plaque. La plaque « réagit » uniquement à une direction de force, afin que la mesure reste indépendante des autres composantes de force. Elle se distingue par une sensibilité de mesure particulièrement élevée combinée à une grande rigidité.
Le 26.09.2014, l’Institut de technologie de fabrication de la TU Dresden organise un colloque technique autour du tournage. Outre des intervenants de l’industrie et des universités, Dr.-Ing. Klaus Nordmann présente une conférence sur le thème « État de l’art de la surveillance d’outils – Données d’entraînement internes – Interface opérateur ». Le contenu du séminaire est téléchargeable ici en PDF :

Le 09.05.1989, la « Nordmann KG Prozessbegleitende Werkzeugüberwachung » a été inscrite au registre du commerce. L’entreprise a été fondée par Dr.-Ing. Klaus Nordmann (voir chapitre « L’entreprise »). Nous pouvons aujourd’hui jeter un regard sur 25 années d’histoire d’entreprise couronnée de succès. L’évolution des chiffres de vente a été stable, sans turbulences majeures. Depuis 1989, 30 capteurs différents ont été développés, ainsi que 3 générations de Tool Monitors (SEM-68000, SEM-Modul, SEM-Modul-e). Avec le premier Tool Monitor SEM-68000, présenté en 1991, Nordmann était précurseur en matière de mise en forme graphique des courbes enveloppes via curseur. Avec le successeur SEM-Modul en 2000, Nordmann était le seul à proposer une correction graphique des valeurs limites via stylet tactile sur écran tactile. Avec le nouveau Tool Monitor SEM-MODUL-e, plus besoin de stylet : seul le doigt sur l’écran tactile suffit.
Le nouveau Tool Monitor SEM-MODUL-e, présenté à l’EMO en septembre 2013, remplace progressivement le modèle prédécesseur éprouvé et encore actuel SEM-MODUL.

En septembre 2013, la foire EMO s’est tenue à Hanovre. Avec près de 145 000 visiteurs au total en provenance de plus de 100 pays, l’EMO est considérée comme l’une des foires les plus grandes et les plus influentes au monde dans l’industrie des machines-outils.
Les retours positifs et les bonnes affaires conclues nous permettent de tirer un excellent bilan de la foire et de regarder avec confiance vers la demande à long terme pour des systèmes de mesure haute sensibilité et des capteurs pour la surveillance d’outils.
Si vous n’avez pas pu assister à l’EMO 2013, vous pouvez regarder les moments forts de notre stand dans un court métrage.

Le 10 octobre 2013, Dr.-Ing. Klaus Nordmann présente la conférence « Possibilités de la surveillance d’outils pour soutenir la sécurité des procédés » dans le cadre du séminaire « Sécurité des procédés » de Komet Group GmbH à 74354 Besigheim. Dr.-Ing. Jan Brinkhaus (Komet) et M. Drazen Veselovac (WZL, RWTH Aachen) interviendront également sur la surveillance des procédés. D’autres conférences sur l’évitement du broutement et les outils de contrépercage Komet sont disponibles dans le flyer téléchargeable ci-après :
Les 25/26.04.2013, le Fraunhofer IPK a organisé un workshop « Pratique de la microfabrication ». Outre des intervenants de l’industrie et de l’Institut Fraunhofer, Dr.-Ing. Klaus Nordmann a présenté une conférence sur le thème « Surveillance de l’état des plus petits outils, contrôle des dimensions des pièces et amélioration de la précision du meulage d’outils ». Le contenu du séminaire et sa conférence sont téléchargeables ici en PDF :

La plupart des outils sont surveillés par mesure de puissance effective. Nous avons maintenant développé davantage toute notre gamme de capteurs Hall pour les moteurs d’une puissance comprise entre 1,5 et 110 kW, en l’étendant à 2 plages de mesure. Par exemple, l’ancien capteur Hall pour les entraînements de 15 kW dispose maintenant d’une deuxième sortie de mesure cinq fois plus sensible, pour une puissance maximale mesurable de 3 kW. Cette deuxième sortie peut être connectée à un deuxième module de puissance effective, qui fournit des valeurs de mesure correspondamment plus élevées dans les cas où de petits outils entraînés par de grands moteurs de broche doivent être surveillés. Cela garantit que dans les centres d’usinage et les tours CNC, aussi bien les grands que les petits outils peuvent être surveillés avec un seul jeu de trois capteurs Hall.

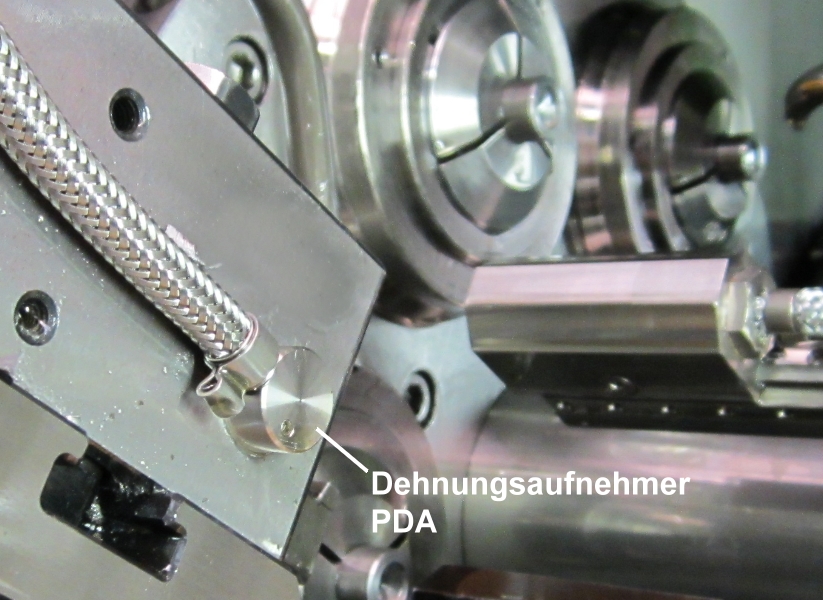
Pour les mesures dans des espaces restreints, le capteur de déformation PDA a été conçu. Par rapport aux capteurs de déformation existants BDA-Kralle et DMS-Kralle, il présente les propriétés suivantes :
Sa petite taille notamment prédispose ce capteur aux mesures proches du processus d’usinage,
par exemple sur le porte-outil dans un tour automatique multibroche.
Le 21.06.2012, le séminaire « Production fiable et sûre en termes de procédés » aura lieu à l’Institut de technologie de fabrication et de machines-outils (IFW) de l’Université Leibniz de Hanovre. M. le Dr Nordmann présente la conférence « Possibilités de surveillance des procédés d’usinage avec un rapport d’expérience de Presswerk Krefeld », le rapport d’expérience étant présenté par M. le Dr Stefan Hoppe de Presswerk Krefeld. Pour information sur les autres conférences de ce séminaire et pour imprimer le formulaire d’inscription, veuillez consulter le fichier PDF suivant :
1.jpg)
2.jpg)
Pour le contrôle de position au micromètre de tout outil d’usinage rotatif et pour le contrôle du rayon de coin des meules, l’élément de palpage xy(+z) a été développé. Il est basé sur la détection du bruit de frottement généré lorsqu’un outil tournant à vitesse de travail touche le disque de palpage diamant circulaire. Si l’outil rotatif en cours de palpage touche le disque diamant trop fort, le disque diamant s’écarte vers l’arrière de sorte qu’il n’est pas endommagé. Il glisse ensuite à nouveau vers sa position d’origine.
La gestion des opérateurs du Tool Monitor SEM-Modul permet l’activation de touches d’accès rapide spéciales pour les opérateurs autorisés. Auparavant, cela était uniquement réglé pour le Tool Monitor SEM-Modul avec son propre affichage via des touches logicielles au bas de l’écran tactile (voir l’actualité du 15.08.2010). Dans le cadre du développement, le logiciel Nordmann SinTerm a maintenant été équipé du même support fonctionnel de touches logicielles. L’effet pour les opérateurs est d’une part une utilisation plus simple au pupitre CNC et d’autre part une utilisation uniforme pour toutes les versions du Tool Monitor SEM-Modul et SEM-Profibus. De plus, la mise en service du logiciel SinTerm – qui sert à visualiser le Tool Monitor sur le pupitre CNC – a été simplifiée, car il n’est plus nécessaire de définir des touches logicielles spécifiques au client dans SinTerm.


Le mesureur de puissance effective WLM-3 éprouvé a été amélioré en ce qui concerne la mesure sur des entraînements fonctionnant à de faibles vitesses. Il peut maintenant être utilisé sur des moteurs tournant à seulement 1 tr/min (pour le cas d’un moteur avec 2 paires de pôles). Pour des vitesses de moteur encore plus basses, telles que celles des entraînements d’avance ou des entraînements de broche à contrôle de position dans les machines-outils, le nouveau WLM-3V doit être utilisé (V signifie « entraînement d’avance »).

Le capteur Hall pour les mesures de puissance sur les moteurs d’une puissance nominale allant jusqu’à 7,5 kW est le capteur de courant le plus souvent requis. Les entraînements d’une puissance nettement inférieure – ou les outils particulièrement petits – étaient jusqu’à présent surveillés avec un capteur Hall de 1,5 kW.
Les deux plages de mesure ont maintenant été combinées dans un seul capteur de courant avec DEUX plages de mesure (1,5 et 7,5 kW). Par rapport à l’ancien capteur Hall de 1,5 kW, la plage de mesure d’amplitude de 1,5 kW du nouveau capteur Hall a été étendue de 29 %, garantissant une résistance aux surcharges supérieure de 29 %. Cela signifie que la plage de diamètres d’outils surveillables a été considérablement élargie.
Face à la demande croissante de nos dispositifs de surveillance d’outils, nous avons renforcé notre équipe de mise en service avec des collaborateurs supplémentaires, afin de pouvoir continuer à offrir le service Nordmann habituel à nos nouveaux clients. Cette expansion a lieu bien que les effectifs aient été maintenus pendant la crise économique de 2009, malgré une chute dramatique des commandes.
Nous nous réjouissons de la demande croissante de produits Nordmann et des missions de montage qui en découlent, ainsi que des mesures de démonstration généralement gratuites.
Les fonctions fréquemment utilisées du Tool Monitor SEM-Modul peuvent maintenant être placées en tant que boutons spécifiques à l’opérateur dans le pied de page de l’écran tactile. Ainsi, il est désormais particulièrement facile de réadapter les limites à la dernière courbe de mesure, de les réapprendre à partir de la prochaine courbe de mesure, ou de désactiver brièvement la surveillance. Pour éviter d’oublier de réactiver la surveillance, une temporisation automatique peut être présélectionnée après laquelle elle se réactive automatiquement. Ainsi, la machine ne reste pas accidentellement non surveillée.

Pour contrôler les forces d’avance sur la base de la puissance effective des entraînements d’avance, le module de puissance effective WLM-3V a été développé. Il peut mesurer la puissance effective des axes d’avance ou des broches outil se déplaçant très lentement ou maintenus immobiles, c’est-à-dire à de très faibles vitesses et courants des moteurs d’entraînement. Parallèlement, le module de mesure de courant CM-3 a été développé, qui mesure les courants de toutes les 3 phases des entraînements d’avance et les évalue chacun de façon quadratique. Cela rend les vibrations dans le processus d’usinage (par ex. le broutement) plus clairement visibles qu’avec la mesure de la puissance effective de l’entraînement d’avance. Par rapport à l’évaluation des données d’entraînement internes (via PROFIBUS) notamment, ces mesures directes du courant quadratique et également de la puissance effective montrent une dynamique nettement plus élevée pour indiquer les perturbations du processus dues au broutement, à la rupture d’outil ou aux arêtes manquantes (fraises).

Pour contrôler l’état d’usure des dents en carbure de tungstène des tunneliers et foreuses de puits, un capteur de déplacement BDA-L-Maxi particulièrement grand a été développé. La détection inductive du volume de carbure de tungstène des dents du tunnelier passant devant le capteur fonctionne jusqu’à une distance de 30 mm. Le capteur est entièrement encapsulé dans du métal de tous côtés, car il doit résister à la pression de l’eau lors des travaux sous-marins. Un défi lors du développement était la mesure inductive du carbure de tungstène à travers le boîtier métallique du capteur.
Dimensions : diamètre 80 mm, diamètre de bride 125 mm, hauteur totale 50 mm
La nouvelle barrière lumière sert au contrôle de la longueur des outils dans l’espace de travail d’une machine-outil, sans nécessiter de raccord d’air de barrage. Les extrémités des fibres optiques émettent la lumière de façon non focalisée, de sorte que la contamination ne provoque pas d’élargissement supplémentaire significatif du faisceau lumineux. Le seuil de commutation est automatiquement adapté au niveau de contamination.
Pour le contrôle de position de tout outil d’usinage rotatif et pour le contrôle du rayon de coin des meules, l’élément de palpage xy(+z) a été développé. Il est basé sur la détection du bruit de frottement généré lorsqu’un outil tournant à vitesse de travail touche le disque de palpage diamant circulaire. Comme les outils sont contrôlés à pleine vitesse de travail, l’augmentation du cercle de vol des arêtes de coupe les plus extérieures due à l’expansion centrifuge, au balourd ou aux erreurs de faux-rond est prise en compte. Les méthodes tactiles ou optiques alternatives ne peuvent pas tenir compte de ces influences dynamiques avec cette précision (±1 micromètre).

Pour le contrôle de longueur des pièces dans des conditions d’espace particulièrement restreintes dans les tours automatiques multibroches, Nordmann a développé le WLT-Mini. Il peut être déplacé le long d’un rail de guidage en fonction de la longueur des pièces. Les pièces touchent la calotte de mesure lors de l’avancement d’une position à la suivante. Par rapport au palpeur de longueur de pièce WLT, plus grand et plus robuste, il a une résolution deux fois plus élevée et est exempt de frottement, car le piston de mesure est supporté entre deux membranes en acier à ressort au lieu d’un manchon de guidage. Cela garantit un retour en position en tout temps et la déflexion correspond exactement à la longueur de la pièce.
À partir du 01.10.2009, la nouvelle représentation Nordmann BERMAT a commencé son activité à São Paulo. Depuis plusieurs années déjà, BERMAT possède de l’expérience dans la vente et le service de systèmes de surveillance d’outils sur le marché sud-américain.

Capteur d’impact avec le même domaine d’application que APS-Q et APS-L (voir l’actualité du 30.05.2008), mais basé sur la mesure de la pression dynamique résultant de l’impact du jet de test sur une plaque de déviation ronde. Avantage par rapport aux APS-Q et APS-L : fonctionne déjà à des vitesses d’impact et des pressions de lubrifiant-refroidissant plus faibles, notamment lors de l’utilisation d’huile de coupe au lieu d’émulsion.

Pour contrôler les forces des outils, un nouveau capteur de déformation à jauge de déformation a été développé. Pour son montage, il suffit de couper un seul filetage M5 à l’emplacement de montage ; il n’y a pas d’exigences particulières concernant la rugosité de surface de l’emplacement de montage. Il est tout aussi facile à monter que le capteur de déformation actuel BDA-Kralle, mais se distingue par une sensibilité de mesure plus élevée et une immunité aux champs magnétiques.
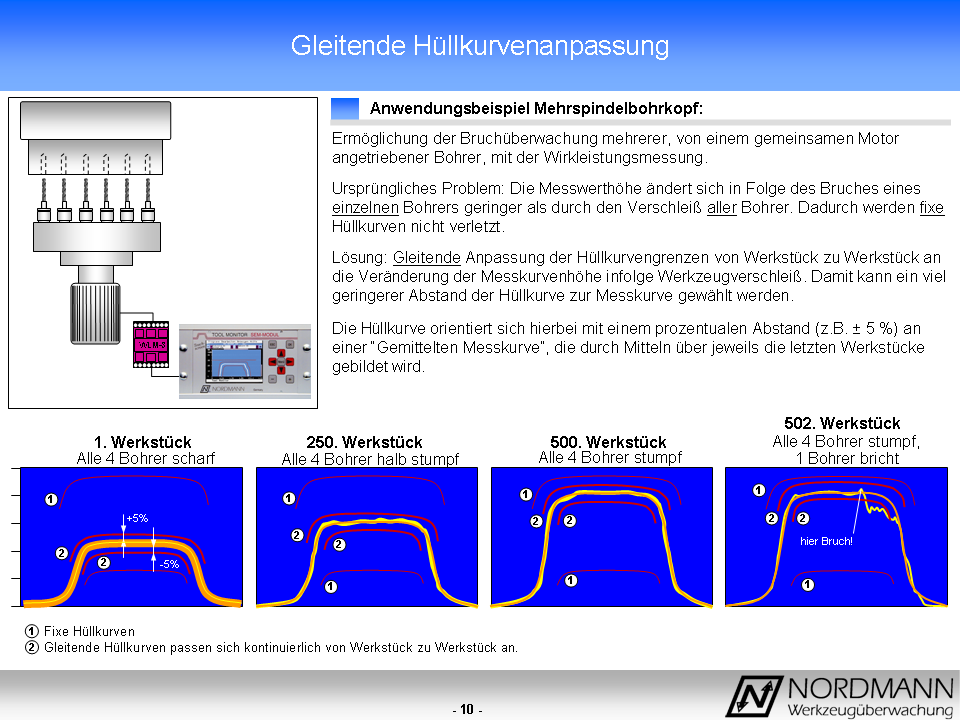
Pour détecter les plus petits défauts d’outils résultant de brisures d’arêtes de coupe sur des outils de tournage, de perçage ou de fraisage, les courbes de mesure peuvent maintenant être comparées à la forme de la courbe de mesure moyennée des dernières opérations d’usinage de l’outil surveillé. La comparaison s’effectue via une courbe enveloppe qui s’adapte « glissante » à la « courbe de mesure moyennée » recalculée avant chaque opération d’usinage.
Cela améliore également considérablement la surveillance des têtes de perçage multibroches sur la base d’une mesure de la puissance effective du moteur entraînant plusieurs forets ensemble. Jusqu’à 10 forets entraînés par un seul moteur peuvent ainsi être surveillés pour détecter les ruptures. Sans cette stratégie, seuls 2 des forets entraînés en commun pouvaient auparavant être surveillés pour détecter les ruptures.
La soi-disant distance d’apprentissage de la « courbe enveloppe glissante » par rapport à la courbe de mesure moyennée peut être corrigée en cas de fausse alarme. Via un système de gestion des opérateurs, l’autorisation de modifier cette distance d’apprentissage peut être accordée à différents groupes d’opérateurs ou au personnel de réglage.
À partir du 02.01.2009, la filiale américaine « Nordmann Tool Monitoring » de Nordmann GmbH & Co. KG a commencé ses activités à Jersey City. En plus des ventes, elle assure également des tâches de service. M. Norbert Schmitz est un technicien de service de longue date et un collaborateur expérimenté de Nordmann en Amérique.
Lors du 5e Colloque de Production de Chemnitz CPK 2008, M. le Dr Nordmann a donné une conférence le 22.10.2008 intitulée :
« Méthodes nouvelles et éprouvées pour la surveillance d’outils, en cours de processus et post-processus »
L’événement organisé par le Professeur Neugebauer était placé sous le thème « Usinage en zone limite ». C’est précisément l’état du processus que l’on peut exploiter avec un faible risque grâce à une surveillance d’outils en cours de processus. En sport automobile également, M. le Dr Nordmann tente de se situer en zone limite – mais pas tout à fait sans risque. En ce sens, le thème « Zone limite » du 5e CPK nous était parfaitement adapté.

Nordmann propose un palpeur pivotant mécaniquement nommé PCS-100 pour le contrôle des outils. Ce palpeur de longueur d’outil contrôlant en post-processus complète le programme de surveillance en cours de processus et peut être utilisé en parallèle avec le Tool Monitor SEM-Modul.
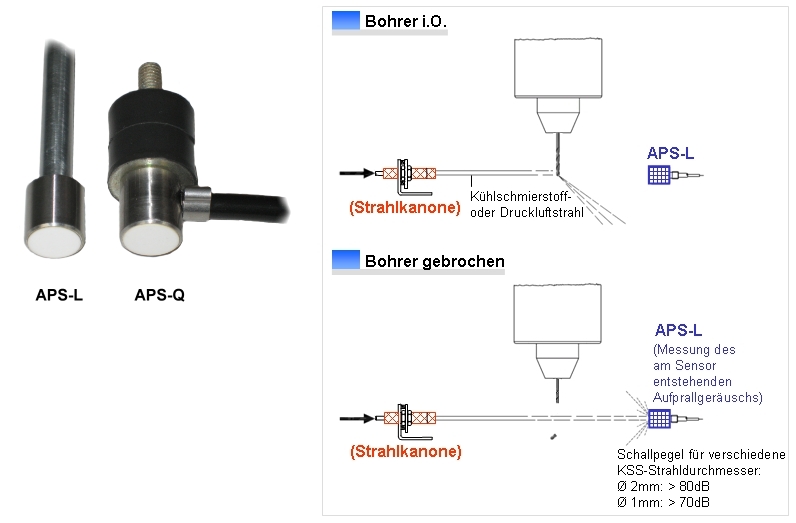
Ces nouveaux capteurs servent de capteurs d’impact pour la construction d’une barrière de jet à l’aide d’un jet de lubrifiant-refroidissant. Le bruit d’impact du fin jet de lubrifiant-refroidissant est évalué afin de surveiller les raccourcissements d’outils dus à une rupture ou la position de serrage correcte des pièces.
Explication concernant la détection de rupture d’outil : lorsqu’un outil est cassé, le jet de test ne rebondit plus sur la pointe de l’outil mais vole sans obstacle jusqu’au capteur d’impact.
Le Tribunal fédéral des brevets de Munich a confirmé le 15.10.2007 en deuxième instance la validité continue d’un brevet de Dr.-Ing. Klaus Nordmann, après qu’une opposition d’un concurrent a été rejetée comme irrecevable. Il s’agit du « Procédé de contrôle des dimensions des pièces et d’amélioration de la précision d’usinage des machines-outils à enlèvement de copeaux » (document de brevet en fichier PDF).
Le brevet décrit une méthode pour la fabrication au micromètre près de pièces dans des machines-outils à enlèvement de copeaux à l’aide d’une détection acoustique de contact entre l’outil et la pièce ou le point de serrage de la pièce. Les dilatations thermiques et les rebonds entre l’outil et la pièce sont enregistrés et compensés grâce à ce procédé, de sorte que les pièces peuvent être fabriquées avec une précision jusqu’alors inégalée sans dispositifs de mesure supplémentaires.

Pour le contrôle de longueur des pièces principalement dans les tours automatiques multibroches, Nordmann a développé un palpeur extrêmement robuste nommé WLT en collaboration avec un grand équipementier automobile. Par rapport au prédécesseur BDA-Pilz, le nouveau palpeur de longueur de pièce ne possède pas de fentes où les copeaux peuvent se coincer. De plus, lors du retrait des copeaux de l’espace de travail, il n’est plus possible de plier ou casser le nouveau palpeur avec un crochet à copeaux. Si des forces plus importantes agissent sur lui – comme lors d’une collision avec une pièce trop longue – le palpeur lui-même n’est pas endommagé ; au lieu de cela, les vis de fixation de son rail de guidage se cisaillent à un point de rupture prédéterminé. Ce rail de guidage permet également un réglage fin de la position exacte du WLT par rapport à l’objet de mesure.

Der auf einem elektromagnetischen Messprinzip basierende Sensor EMS umgibt den zu kontrollierenden Bohrer ringförmig und kontrolliert prozessbegleitend die dynamischen Spannungen im Bohrerschaft, um daraus auf Verschleiß und Bruch zu schließen. Alternativ kann der selbe Sensor beim Bohrerrückzug auch die Länge des Bohrers überprüfen.
Beide Verfahren funktionieren auch bei kleinen Bohrern mit einem Durchmesser von z.B. 1 mm.
Der EMS wird mit verschiedenen Innendurchmessern hergestellt. Die erste Version hat einen Innendurchmesser von 9,5 mm und kontrolliert Spiralbohrer von 1 bis 9 mm Durchmesser.
Seinen Einsatzbereich findet der Sensor einerseits bei Mehrspindelbohrköpfen mit Spiralbohrern beliebiger Durchmesser und andererseits bei Kleinstbohrern, die mit anderen Methoden nicht oder nur schwer überwachbar sind.

Am 24.11.2005 nahm uns DaimlerChrysler ins Lastenheft für Werkzeugmaschinenlieferungen auf. Der Geltungsbereich umfasst die Mercedes Car Group, Bereich Powersystems. Das beinhaltet die Werke Untertürkheim, Mettingen, Hedelfingen, Zuffenhausen, Berlin und Hamburg.
Der Entscheidung ging ein Vergleich aller Anbieter voraus. Wir erhielten den Zuschlag wegen der umfangreichen Messmöglichkeiten, der guten Bedienbarkeit des Tool Monitors und dem guten Service, den wir in anderen Werken unter Beweis stellen konnten. So stehen wir bereits seit Oktober 2002 im Lastenheft des Daimler Werkes in Mannheim (Lkw- und Busmotorenfertigung), wo zwischenzeitlich einige Fertigungsanlagen von unseren Tool Monitoren hinsichtlich Werkzeugbruch überwacht werden.

Nach dem Wälzlagerhersteller INA und FAG, den Automobilherstellern DaimlerChrysler in Mannheim und dem VW-Werk in Kassel (für den Bereich Verzahnungsmaschinen) folgt nun das Volkswagenwerk in Salzgitter bzgl. seiner Vorschrift für Maschinenlieferungen.
Ein Werkzeugmaschinenhersteller muss nun entweder das Produkt eines Mitbewerbers oder die neuen Überwachungsgeräte von Nordmann in seine Werkzeugmaschinen einbauen, wenn eine prozessbegleitende Werkzeugüberwachung Ausrüstungsgegenstand der Maschine ist. Der Eintrag in dieses sog. Pflichtenheft erfolgte nach einem ausgiebigen Test des Systems SEM-Modul an einer Liebherr-Wälzfräsmaschine und einer EMAG-Drehmaschine. Ausschlaggebend bei der Beurteilung waren die Tauglichkeit der Messwerte, Werkzeugverschleiß und Werkzeugbruch festzustellen, sowie die Bedienbarkeit, die als deutlich leichter als die des bereits eingeführten Systems beurteilt wurde. Positiv wurde auch die Vielseitigkeit bzgl. besonderer Überwachungsaufgaben (Kleinwerkzeuge, Mehrspindelbohrköpfe) bewertet, die sich aufgrund der breiten Sensorpalette ergibt.
Nordmann-Produkte werden schon seit Jahren in die Werkzeugmaschinen auch der übrigen Automobilbauer eingebaut. Nicht jeder Automobilhersteller hat jedoch ein sog. Pflichten- oder Lastenheft für Werkzeugmaschinenhersteller bzgl. der zugelassenen bzw. gewünschten Ausrüstungskomponenten.
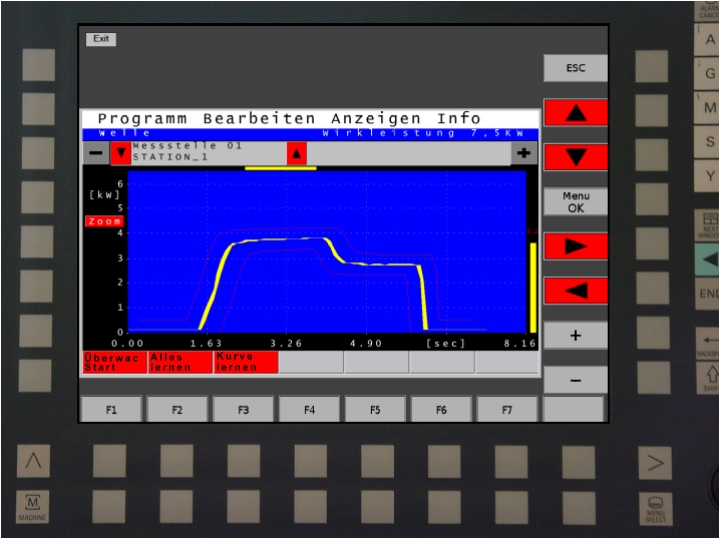
Falls wiederholt ein Grenzwert in Form einer Hüllkurve von der Wirkleistungs-, Kraft- oder Körperschallmessung verletzt wurde, ohne dass das überwachte Werkzeug defekt ist, kann dieser falsche Alarm mit der Funktion „Grenze automatisch anpassen“ weggedrückt werden. Infolgedessen passt sich die Hüllkurve selbsttätig partiell im Bereich der Hüllkurvenverletzung an die Messkurve an. Dieses neue Verfahren hat mehrere Vorteile:
1. Der Bediener muss nicht mehr lernen, wie er eine Hüllkurve partiell grafisch anpasst, auch wenn es per Touchpen am Touchscreen des SEM-Modul sehr einfach geht. Im Fall der Messkurvenanzeige auf einem NC-Bedienfeld steht der Touchscreen meistens nicht zur Verfügung, d. h. die Hüllkurve müsste per Cursortasten korrigiert werden. Das ist nun dank der automatischen Grenzwertkorrektur nicht mehr erforderlich.
2. Die automatische Grenzwertanpassung erfolgt nur partiell im Bereich der Grenzwertverletzung. Dadurch wird die Hüllkurve nicht über die gesamte Schnittlänge zu weit von der Messkurve entfernt eingestellt.
3. Die automatische Korrektur erfolgt mit einem Tastendruck wesentlich schneller als eine manuelle grafische Korrektur.
4. Ein Neulernen der gesamten Hüllkurve dieses Werkzeuges ist nicht nötig und wäre sogar schädlich, da die aktuelle Ursache des Falschalarms beim Neulernen nicht auftreten muss.

Ab sofort ist für den Tool Monitor SEM-Modul und SEM-Profibus ein Zusatzgerät erhältlich, das zur frequenzselektiven Filterung der Schwingbeschleunigungen geschädigter Wälzlager dient. Das System wird anhand der Wälzlagerkennwerte konfiguriert, so dass der Tool Monitor eine Trenddarstellung der Amplituden der bei Schäden am Wälzkörper und an den Lagerringen auftretenden Frequenzen generiert. Das System erzeugt Warnmeldungen, noch bevor das Wälzlager ausfällt und ermöglicht somit eine rechtzeitige Reparatur beispielsweise der Werkzeug- oder Werkstückspindel, so dass ein unerwarteter Maschinenstillstand vermieden wird. Aufgrund der Integration in das Werkzeugüberwachungssytem ist die Erweiterung um das Condition Monitoring relativ preiswert.
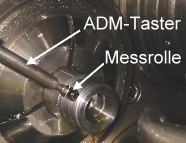
Ohne zusätzlichen Zeitbedarf können Werkstückdurchmesser in Mehrspindel-Drehautomaten oder Rundtaktautomaten mit dem neuen ADM-Taster kontrolliert werden, an dessen Messröllchen das Werkstück beim Weitertakten entlanggleitet. Er benötigt also keine zusätzliche Zustellachse und ergänzt den schon bekannten Werkstücklängensensor BDA-Pilz.
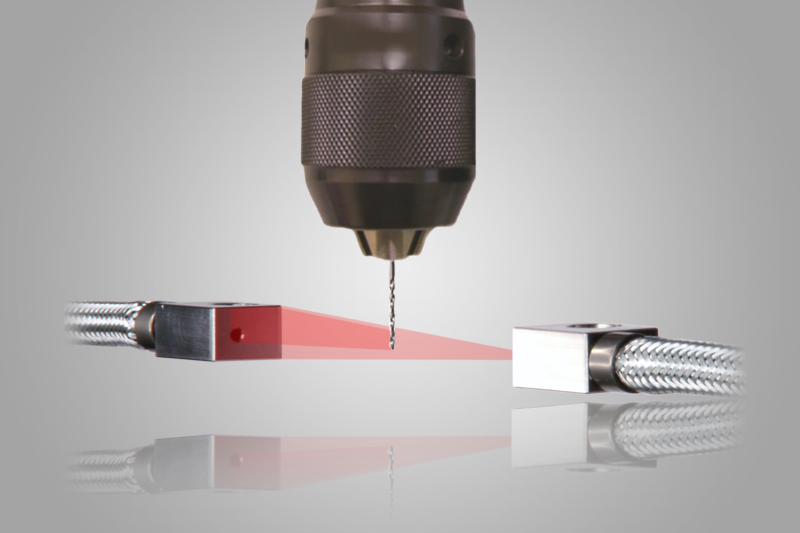
Als Alternative zur Laserlichtschranke bietet Nordmann als Neuheit einen Lasersensor an, der Zerspanungswerkzeuge wie Spiralbohrer, Reibahlen und Gewindebohrer mit Hilfe eines Laserpunktes kontrolliert, dessen Reflexlichtlaufzeit gemessen wird. Da das Verfahren auch bei Distanzen bis zu mehreren Metern funktioniert, ist es äußerst flexibel auch in größeren Maschinen einsetzbar (s. Kapitel "Veröffentlichungen")
Nordmann verfügt nun über einen Drehmomentsensor für rotierende Wellen, der die getrennte Erfassung der Drehmomente von z. B. Gewindebohrern in Mehrspindelbohrköpfen ermöglicht. Er kann zwischen der HSK-Aufnahme und dem Gewindebohrfutter eingesetzt werden.
Zum 1.10.2003 wurde in der Schweiz am Zürichsee in 8808 Pfäffikon eine Zweigniederlassung der nun für Auslandsgeschäfte tätigen Nordmann-International GmbH gegründet. Hiermit können wir unsere Kunden vor Ort angesichts der zunehmenden Aufträge aus dieser Region und auch anderen südeuropäischen Ländern schneller betreuen.
Am 30.09.03 fand im Hause Nordmann die Abschlussvorstellung zum Projekt "Intelligenter Drehmeißel" statt. Dieses Projekt hatte die Entwicklung von verschleißmeldenden Wendeschneidplatten für Drehmeißel zum Gegenstand. Solche Werkzeuge erübrigen einerseits das Einlernen bzw. die Einstellung von Grenzwerten für Wirkleistungs-, Kraft- und Körperschallgrenzwerte, andererseits sind ihre Kosten entsprechend höher. Das Abschluss-Seminar gab einen Überblick sowohl über den Entwicklungsstand dieser neuen Werkzeuge, als auch über Weiterentwicklungen der alternativen prozessbegleitenden Messverfahren auf Basis Wirkleistungs-, Kraft- und Körperschallmessung. Es wurden ebenso neuere postprozess kontrollierende Methoden vorgestellt, welche den Schneidenzustand bzw. die Werkzeuglänge vor- oder nach der Werkstückbearbeitung prüfen. Nordmann und das Fraunhofer-Institut IST der Universität Braunschweig waren die Projektleiter zu diesem Verbundprojekt. Ein detailliertes Informationsblatt zu dieser Veranstaltung können Sie hier downloaden als PDF-Dokument.
Ab Softwarestand 1.149 ist es möglich, die Grenzwerthöhe und die Form der Hüllkurven grafisch am Touchscreen aller Tool Monitore SEM-Modul und SEM-Profibus zu korrigieren oder einzustellen. Dazu wird ab sofort ein Touchpen mitgeliefert, dessen Schnapphalterung rechts neben dem Display befestigt wird. Der Touchpen ist mit dieser Halterung über ein Spiralband verbunden. Mit dem Stift können die Grenzwerte im Fall eines falschen Alarms spielend leicht in ihrer Höhe oder Form korrigiert und optimiert werden, ohne dass der Bediener Kenntnis von den Menüs des Systems haben muss (s. Fotos). Falls einzelne Grenzen nicht verstellt werden dürfen, kann deren Verstellung über die Bedienerverwaltung gesperrt werden. D. h., danach dürfen nur bestimmte Bediener diese Grenzen verändern, nachdem sie sich über ihr Passwort angemeldet haben.
Über die Bedienerverwaltung können außerdem unbenötigte oder selten benötigte Menüs entfernt werden. Das System wird damit auf die für den täglichen Gebrauch erforderlichen Menüs "zusammengestutzt". Damit wird es übersichtlicher insbesondere für Bediener, die nur selten Eingaben vornehmen.

Ein neuer Inprozess-Messtaster von Nordmann für CNC-Drehmaschinen erkennt den Kontakt zwischen einer Rubinkugel und dem Werkstück über die Schwingungen, die beim Rutschen der Prüfkugel auf der Oberfläche des rotierenden Werkstückes entstehen. Die Genauigkeit liegt unter 1 Micrometer und ist damit besser als schaltende Taster. Aufgrund der Relativbewegung zwischen Taster und Werkstückoberfläche sind Fehlmessungen durch Schmutz zwischen Tastkugel und Werkstück ausgeschlossen. Die Tastkugel reinigt sich sozusagen selbst. Der "Reibungsschalltaster" genannte Sensor hat die Kurzbezeichnung RST und kann über den Winkel des Tasters zur Halterung und die Länge des Tasters an verschiedene Aufgaben angepasst werden (Vermessung von Bohrungen, Mantelflächen oder Planflächen).
Auf der Messe AMB zeigten wir den "Staudrucksensor SDS", der ein Werkzeug mit einem dünnen Strahl aus beliebigem Kühlschmierstoff (auch Öl) als "Strahlschranke" auf Länge kontrolliert. Das Messprinzip ist identisch mit einer Infrarot- oder Laserlichtschranke, allerdings mit Kühlschmierstoff statt Licht als Medium. Der Vorteil liegt in der Unabhängigkeit von Verschmutzungen und der Fähigkeit, von einem Bohrer ablaufenden Kühlschmierstoff mit dem Strahl der Schranke "wegzublasen", ohne warten zu müssen. Die Strahlschranke kann deshalb vom Bohrer im Eilgang durchfahren werden. Eine Variante des SDS wird zur Prüfung von Bohrungen auf Durchgängigkeit verwendet (z. B. Ölkanalbohrungen, die nebenbei durch diese Prüfung auch gereinigt werden).
Nicht erkannte Werkzeugbrüche können teuer und ärgerlich sein. Wünschenswert wäre eine Betrachtung der Messkurve, die zum Zeitpunkt des Bruches aufgenommen wurde. Ggfs. liegt diese Messung aber einige Werkstücke zurück, so dass sie nicht mehr betrachtet werden kann. Für alle Nordmann Tool Monitore ist nun eine Zusatzplatine mit einer Speicherkarte (Compactflash) erhältlich, welche viele tausend Messkurven mit Datum und Uhrzeit automatisch parallel zur Überwachung speichert. Im Fall eines nicht erkannten Bruches bzw. einer unterbliebenen Verschleißmeldung kann so nachträglich die betreffende Messkurve am Tool Monitor oder nach Herausziehen der Karte am Büro-PC beurteilt werden. Beim Vergleich mit den davor gemessenen Kurven wird dann schnell klar, welcher Grenzwert gewählt werden müsste, ob die Messkurve geglättet werden sollte, oder ob der Zeitbereich für die Berechnung der Mittleren Höhe falsch gewählt worden war. Oder man erkennt eine Zunahme der Dynamik (Welligkeit) der Messkurve, so dass besser der dynamische Anteil der Messkurve überwacht werden sollte.
Auf der diesjährigen Messe Metav in Düsseldorf zeigten wir auf unserem Stand, zur Überraschung der Besucher, unsere Neuheit zur Werkzeugüberwachung: Den "Hydro-Distanzsensor" HDS. Er dient zur Bruchkontrolle aller Zerspanungswerkzeuge über einen Kühlschmierstoffstrahl als "Werkzeugschneidentaster".
Dieser Sensor ist nicht zu verwechseln mit dem "Schall-Emissions-Hydrophon"!
Denn beim HDS dient ein Kühlschmierstoffstrahl nicht als Körperschallwellenleiter, sondern als Fühler eines elektronischen Abstandsmessverfahrens, das sensorisch in eine spezielle Kühlschmierstoffdüse integriert ist. Werkzeugbruch wird von diesem Sensor gemeldet, wenn der Strahl z. B. einen Bohrer aufgrund seiner bruchbedingten Verkürzung an seiner Spitze nicht mehr trifft (bei Kontrolle quer zum Bohrer), bzw. wenn die Bohrerspitze weiter als zuvor vom Sensor entfernt ist (bei Kontrolle in Richtung der Bohrerachse). Selbst kleine Schneidenausbrüche an beliebigen Werkzeugen können bei streifender Berührung der Schneide durch den Strahl erkannt werden. Der Kühlschmierstoff-Messstrahl des HDS kann weder verschleißen, verschmutzen, verbiegen noch sich in Späneknäueln verheddern und kontrolliert die Werkzeuge selbst im Eilgang.
Die Messwerte des HDS werden entweder von einem einkanaligen Gerät (SEM-B2) oder von einem mehrkanaligen Monitor (SEM-Modul, SEM-Profibus) kontrolliert. Letztere können zusätzlich unsere gesamte Sensorpalette zur Messung von Wirkleistung, Körperschall und Kraft auswerten, oder interne Antriebsgrößen in Sinumerik, oder Indramat sensorlos mit Hüllkurven überwachen. So wird die prozessbegleitende und die postprozess-Werkzeugüberwachung in idealer Weise in einem System vereint.

Tool Monitor SEM-Profibus im Kleinformat: Mit nur 4 cm Breite ist sein Platzbedarf im Schaltschrank vernachlässigbar. Es wertet an den Siemens-Steuerungen 840D oder 810D die internen Antriebsgrößen Wirkleistung, Drehmoment oder Strom-Istwert aus und überwacht diese zur Kontrolle des Werkzeugzustandes mit geraden oder kurvenförmigen Grenzen (Hüllkurven). Als Softwareoption gibt es die dynamische Auswertung und von Werkstück zu Werkstück sich jeweils neu anpassende Hüllkurven. BDE- und MDE-Funktionen sind ebenfalls per Software freischaltbar. Zum zentralen Sammeln der BDE/MDE-Daten oder zum Anschluß eines Flachdisplay hat das System einen CAN-Bus-Anschluss.
Die im Tool Monitor enthaltene Benutzerverwaltung ermöglicht nach der Eingabe eines Codes den Zugang zu bestimmten Menüs. Der sog. "Superuser" ist der Benutzer, der alle Menüs bedienen und Zugangsberechtigungen vergeben darf. Sein Zugang erfolgte bisher auch über einen Code. Er kann sich nun über seinen Fingerabdruck vom System identifizieren lassen. Es können mehrere unterschiedliche User pro System angelegt werden.
Der 3D-Kraftaufnehmer auf Piezoquarzbasis mit integriertem 3-Kanal-Ladungsverstärker lässt sich ohne zusätzlichen Verstärker direkt an den Tool Monitor anschließen. „3D“ bedeutet, dass er in alle 3 Raumrichtungen misst. Sein Platz ist vorwiegend unter dem Revolverkasten in CNC-Drehmaschinen. Er dient zur Brucherkennung beim Hartdrehen. Ansonsten hat sich die Kombination aus Wirkleistungs- und Schallmessung bewährt.
In die Tool Monitore SEM-Modul und SEM-Profibus wurden neue Auswerteverfahren zur Bruchüberwachung der Bohrer in Mehrspindelbohrköpfen softwaremäßig integriert: Mit Hilfe eines Vergleichs der Wirkleistungskurve des aktuellen Werkstückes mit der Messkurve des vorangegangenen Werkstückes ist es nun möglich, Bohrer in Mehrspindelbohrköpfen mit bis zu 6 gleichen Bohrern auf Bruch zu überwachen. Parallel läuft ein Verfahren, das die Wirkleistung auf sprungartige Veränderungen kontrolliert. Der Bohrer wird als gebrochen erkannt, wenn eines der beiden Verfahren anspricht. Dadurch ist eine doppelte Sicherheit vor unerkannten Bohrerbrüchen gegeben.
Während der Messe EMO in Hannover präsentierten wir unsere unten aufgeführten Neuheiten. Der nach der Messe verspürte Auftragseingang bestätigte unsere führende Position in Techniken zur Werkzeugüberwachung.
Die prozessbegleitende Überwachung äußerst kleiner Spiral- und Gewindebohrer in Bearbeitungszentren war bisher erschwert aufgrund der fast ausschließlichen Verwendung von Rundtischen, die eine Verlegung von Sensorkabeln erschweren bzw. unmöglich machen. Deshalb wurde ein Körperschallsensor entwickelt, dessen Messwerte mit einem Messwertsender drahtlos von der Werkstückspannvorrichtung übertragen werden. Dieser Sensor läuft bis zum Batteriewechsel im 3-Schichtbetrieb über 1 Jahr. Mit Hilfe optional lieferbarer Solarzellen ist er völlig autark. Der Sensor kann z. B. auch an Revolverscheiben in CNC-Drehmaschinen eingesetzt werden und bietet dadurch einen bisher nicht gekannten Störsignalabstand gegenüber Maschinengrundgeräuschen. Zudem entfällt das beim Nachrüsten kabelgebundener Sensoren oft schwierige Kabelverlegen.

Dieser neue Tool Monitor nimmt die Wirkleistungs- und Drehmomentwerte von bis zu 8 Vorschub- und Spindelantrieben sensorlos über den Profibus der verbreiteten Siemens-Steuerung Sinumerik 840 D auf. Der Verkabelungsaufwand dieses Systems wird hierdurch ganz erheblich reduziert. Das System und die Software SinTerm wurden von Siemens als betriebssicher zertifiziert.
Das Zertifikat steht hier als PDF-Dokument zur Verfügung.
Falls zusätzliche Überwachungsaufgaben in der selben Maschine gelöst werden müssen, die etwa den Anschluss von Körperschall- oder Kraftsensoren erfordern, so ist dies mit bis zu 8 weiteren Kanälen am selben System ohne zusätzliche Systemhardware möglich.
Zur Überwachung niederfrequenter Schwingungen, wie sie etwa beim Rattern in Zerspanungsmaschinen oder infolge von Unwuchten auftreten, hat Nordmann einen in 2 orthogonalen Richtungen messenden Schwingungsaufnehmer namens SNF-SEA-Mini entwickelt. Dieser Sensor misst ab 0Hz, kann also auch Beschleunigungswerte von Vorschubachsen kontrollieren.
Werkzeugspindeln sind starken Belastungen durch mögliche Unwuchten und Crashs ausgesetzt. Nordmann entwickelte ein System, das radiale und axiale Belastungen mit spindelintegrierten Kraftsensoren überwacht und im Fall der Verletzung von Grenzwerten speichert. Die Visualisierung der Meßwerte erfolgt entweder auf dem Monitor einer offenen NC-Steuerung, einem tragbaren PC oder auf einem eigenen Monitor.
Im IDEE-Projekt werden unter der Leitung des Fraunhofer-Instituts für Schicht- und Oberflächentechnik IST (Braunschweig) und der Nordmann GmbH & Co. KG Techniken zur direkten Verschleißkontrolle von Wendeschneidplatten über Dünnschichtsensoren auf der Freifläche entwickelt. Auf diesem Seminar wurde der bisherige Entwicklungsstand demonstriert.
Kontrolle des Innen- und Außendurchmessers und der Länge von Drehteilen in CNC-Drehmaschinen mit Hilfe der Speicherung der NC-Achsenposition bei der akustischen Erkennung der Berührung zwischen einem Prüfwerkzeug und dem Werkstück. Die gewonnenen Positionsdaten werden zur Korrektur der Schneidenposition der Zerspanungswerkzeuge oder zur Aussonderung von Ausschußteilen verwendet. Das Verfahren erübrigt gesonderte Inprozeß-Meßtaster oder noch wesentlich teurere Postprozeß-Meßeinrichtungen.
Ein neuer Ultraschallsensor kontrolliert insbesondere in Bearbeitungszentren mit einem gebündelten Ultraschallstrahl kleine Bohrer oder Fräser auf ihre Länge (ab 0,5mm Durchmesser). Die Kontrolle erfolgt auf dem Weg des Werkzeuges vom Werkstück zum Magazin (oder umgekehrt), auch unter Eilganggeschwindigkeit. Das Verfahren ist völlig verschmutzungsunanfällig und verschleißfrei.
Alternativ zur Integration einer eigenen Betriebsdatenerfassung im SEM-Modul wurde das SEM-Modul als reines Werkzeugüberwachungssystem in vorhandene PC-basierte BDE-Terminals von DLOG (Typ DNeT HPC 5 und DNeT IPC 5) integriert. So können nun die Meßkurven am Monitor des DLOG-PCs betrachtet werden. Die Bedienung des als Blackbox (Hutschienengehäuse) über die RS232-Schnittstelle mit dem DLOG-PC verbundenen SEM-Moduls erfolgt vollständig über den Touchscreen des DLOG-Monitors. Die zusätzliche Montage eines Monitors oder einer Tastatur entfällt somit.
Integration einer Betriebsdatenerfassung in den Tool Monitor SEM-Modul als Option: Dadurch erhält man einen Überblick über die Auslastung und mögliche Schwachstellen einzelner Werkzeugmaschinen an einem zentralen PC, der über ein Bussystem mit den Tool-Monitoren der Werkzeugmaschinen verbunden ist. Anhand der zentralen aktuellen Anzeige der aktuellen Auftragslage jeder Maschine erhält man ein Instrument zur Planung der Maschinenbelegung.
Contactez-nous – nous serons heureux de vous conseiller.
