
| Fattori di costi, ricavi e risparmi | Dettagli/Calcolo | Costi, ricavi e risparmi annui |
|---|---|---|
| Tempo di funzionamento aggiuntivo della macchina (funzionamento durante le pause e in turno non presidiato) | 4 ore/giorno su 250 giorni/anno con un rendimento di 80 €/ora nel turno non presidiato | Ricavo aggiuntivo: 80.000 € |
| Evitare i costi conseguenti alla rottura dell'utensile (utensili difettosi, anche nelle stazioni successive) | In precedenza 1.500 €/settimana per 50 settimane/anno a causa di danni a utensili, portautensili e componenti della macchina | Risparmio: 75.000 € |
| Prevenzione degli incendi alla macchina | Costi annualizzati degli incendi alla macchina di 5.000 €/anno | Risparmio: 5.000 € |
| Evitare i costi conseguenti alla rottura dell'utensile (fermi macchina) | 2 % di produzione in più con un rendimento di 80 €/ora in doppio turno (16 ore/giorno su 250 giorni/anno) | Ricavo aggiuntivo: 6.400 € |
| Prolungamento della durata degli utensili | 20 % di durata maggiore con costi degli utensili di 90.000 €/anno | Risparmio: 18.000 € |
| Aumento dei parametri di taglio senza rischi | 10 % di produzione in più con un rendimento di 80 €/ora su 16 ore/giorno su 250 giorni/anno | Ricavo aggiuntivo: 32.000 € |
| Possibilità di utilizzare utensili meno costosi | 5 % di risparmio sui costi annuali degli utensili pari a 90.000 €/anno | Risparmio: 4.500 € |
| La visualizzazione delle curve di misura rivela percorsi di traslazione che fanno perdere tempo con avanzamento di lavoro lento | 5 % di produzione in più con un rendimento di 80 €/ora su 16 ore/giorno su 250 giorni/anno | Ricavo aggiuntivo: 16.000 € |
| Rilevamento/prevenzione di pezzi corti tramite controllo durante la tornitura frontale o tramite sensore di lunghezza pezzo WLT o IND | Risparmio su una stazione di controllo separata con costi di 1.500 €/anno e/o controllo manuale che richiede 50 ore-uomo/anno a 35 €/ora-uomo | Risparmio: 3.250 € |
| Controllo in processo delle dimensioni del pezzo mediante rumore di attrito tra l'utensile di controllo e la superficie in rapida rotazione del pezzo o dell'utensile | Risparmio su una stazione di controllo separata con costi di 1.500 €/anno e/o controllo manuale che richiede 50 ore-uomo/anno a 35 €/ora-uomo | Risparmio: 3.250 € |
| Evitare le passate a vuoto ("Gap Control") tramite rilevamento dell'attacco, in particolare durante la rettifica | 5 % di produzione in più con un rendimento di 80 €/ora su 16 ore/giorno su 250 giorni/anno | Ricavo aggiuntivo: 16.000 € |
| Profitto aggiuntivo con il controllo utensile | Somma dei ricavi aggiuntivi e dei risparmi | Totale: 259.400 € |
| Costi del sistema di controllo utensile | Canone annuo di noleggio di 3.500 € per Tool Monitor e sensori | Costo di noleggio: 3.500 € |
| Costi di gestione del sistema di controllo utensile | 1 ora-uomo/settimana, 50 settimane/anno e 35 €/ora-uomo per l'utilizzo del Tool Monitor | Costo: 1.750 € |
I risparmi e i ricavi aggiuntivi illustrati si basano su un esempio pratico concreto con ipotesi comprensibili riguardanti i tempi di esercizio, i valori orari e i costi degli utensili.
Per consentirvi di valutare realisticamente la redditività per la vostra macchina, vi mettiamo a disposizione un modello di calcolo in PDF, con cui potete adattare individualmente tutti i parametri rilevanti!
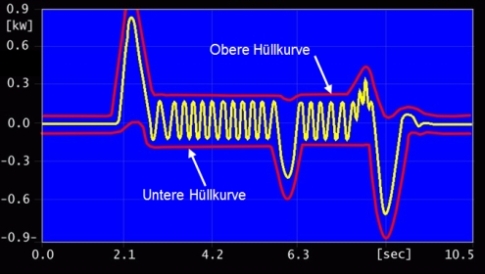
Per il controllo dell'utensile e il controllo del processo, dai valori misurati dei sensori o dai dati digitali dell'azionamento si formano delle curve di misura adeguate, che dopo il filtraggio del segnale (ad es. appiattimento, media, filtraggio passa-alto, raddrizzamento,...) sono eventualmente circondate da valori limite, a seconda del compito.
Non appena la curva di misura viola un limite, un'uscita di commutazione ad essa associata commuta e ciò può innescare, per esempio, un arresto immediato dell'avanzamento, una variazione della velocità di avanzamento, il richiamo di un utensile gemello o il salvataggio di una posizione dell'utensile.
Nei seguenti sottocapitoli vi mostriamo degli screenshot del Tool Monitor, dove le singole possibilità di controllo vengono illustrate in dettaglio.
Visualizzazione a schermo del Tool Monitor
Visualizzazione a schermo del Tool Monitor
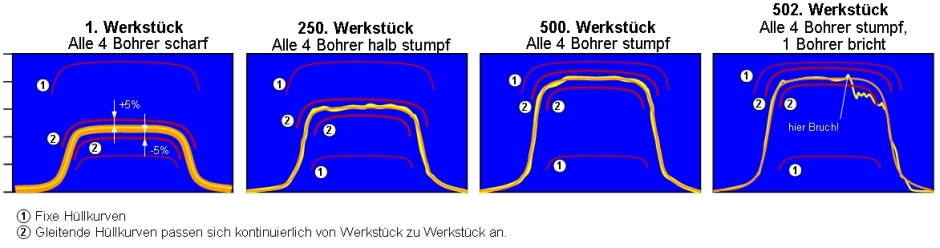
Possibilità di controllo della rottura di molte punte di trapano, azionate da un motore comune, tramite la misurazione della potenza attiva.
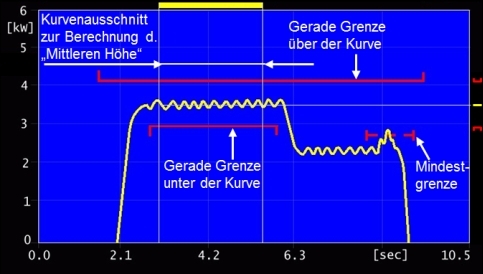
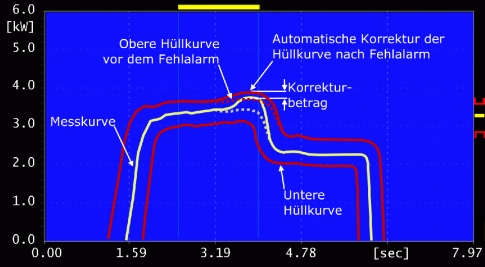
Problema originario: L'altezza del valore misurato cambia meno in caso di rottura di una singola punta di trapano che in caso di usura di tutte le punte di trapano. Questo significa che non si violano curve inviluppo fisse.
Soluzione: Adattamento scorrevole dei limiti della curva inviluppo nel passaggio da un pezzo di lavorazione all'altro alle variazioni di altezza della curva di misura in seguito a usura dell'utensile. Questo permette di selezionare una distanza molto minore della curva inviluppo rispetto alla curva di misura.
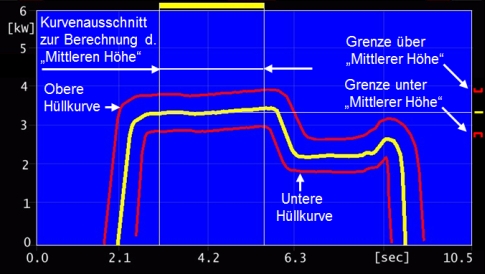
La curva inviluppo si orienta con una distanza percentuale (ad es. ± 5%) rispetto a una "curva di misura media", che si forma facendo la media sui rispettivi ultimi pezzi.
Visualizzazione a schermo del Tool Monitor
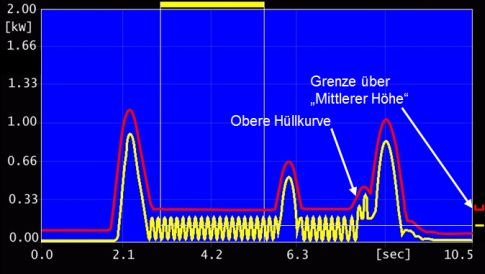
Applicazione della quota dinamica:
Visualizzazione a schermo del Tool Monitor
Applicazione della quota dinamica raddrizzata:
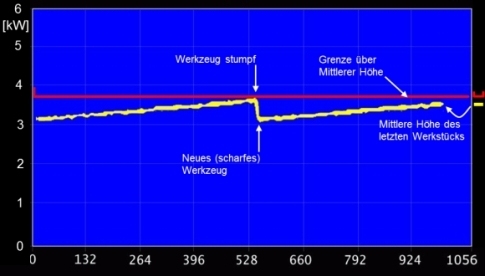
Durante il controllo delle curve di misura si calcola un valore medio da ogni curva di misura, che noi chiamiamo "altezza media". Questa "altezza media" è visualizzata in una seconda schermata come tendenza sul numero di lavorazioni del pezzo. Questa visualizzazione aiuta l'operatore a giudicare se l'altezza media è adatta a controllare l'usura di un utensile. Generalmente l'altezza media aumenta con l'usura degli utensili. Può tuttavia succedere che l'aumento dell'altezza media non sia abbastanza chiaro o che fluttui fortemente. Un ulteriore calcolo dell'altezza media su diverse lavorazioni consente all'operatore di migliorare il risultato. Questo è anche lo scopo della visualizzazione della tendenza dell'altezza media.
Visualizzazione a schermo del Tool Monitor
Visualizzazione a schermo del Tool Monitor
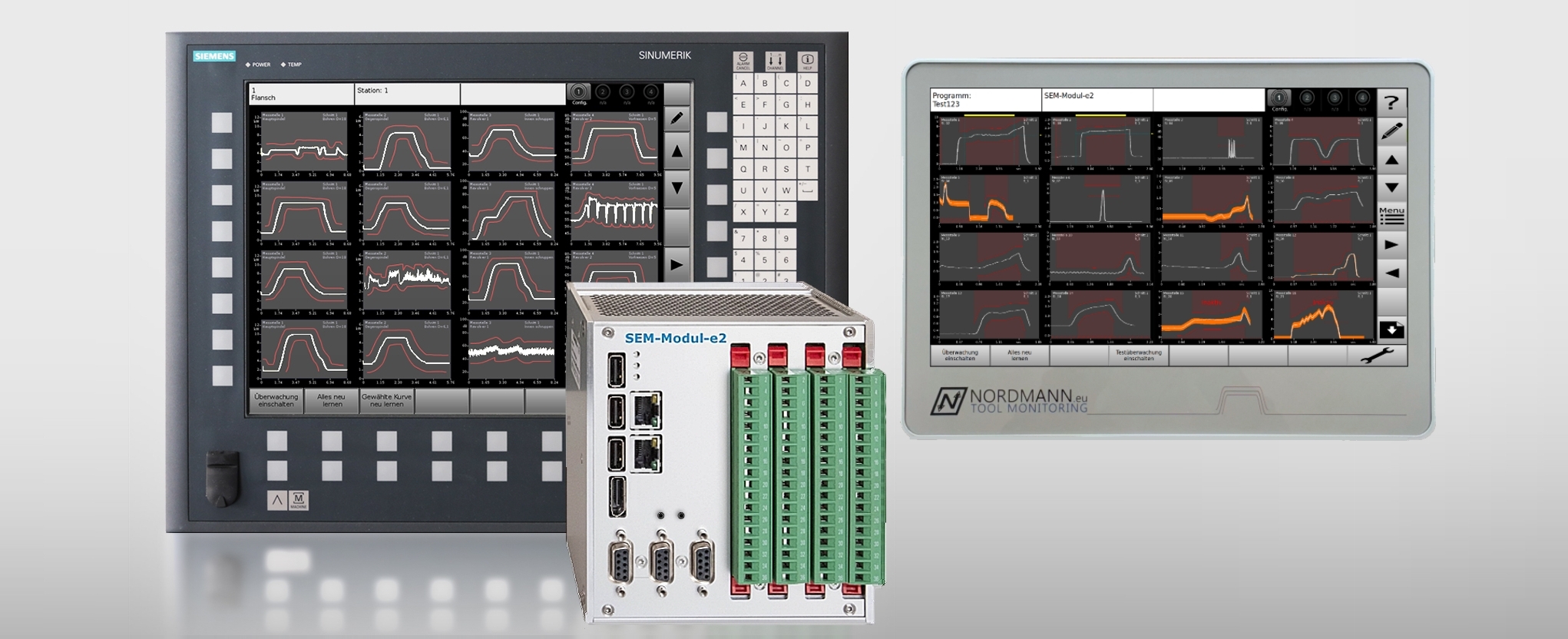
Screenshot del Tool Monitor SEM-Modul-e2 con diverse viste di controllo
Qui potete scaricare la nostra attuale presentazione aziendale come file PDF. Contiene una panoramica compatta di Nordmann – le nostre soluzioni, prodotti, tecnologie e referenze.
Contattateci – saremo lieti di consigliarvi.