



Su sollecitazione di un cliente che desiderava valutare in modo realistico il vantaggio economico del nostro monitoraggio utensili con ipotesi trasparenti su tempi di funzionamento, costi orari e costi degli utensili, è nata una nuova analisi costi-benefici – esempio cliente.
Una tabella chiara mette a confronto tutti i ricavi aggiuntivi e i risparmi rilevanti – dal tempo di funzionamento aggiuntivo della macchina alla prevenzione delle rotture utensili fino al prolungamento della durata degli utensili – con i costi del sistema, arrivando nell'esempio a un utile netto annuo di circa 254.000 €.
Così vedete a colpo d'occhio dove il monitoraggio utensili fa concretamente risparmiare e aumenta i ricavi. Con il modello di calcolo PDF lì collegato potete determinare individualmente il vantaggio per la vostra macchina.
Il 5 e 6 giugno 2026 il produttore di torni Citizen Machinery Europe GmbH invita a un evento Open House presso la propria filiale di Neuss. Numerosi visitatori professionali e clienti provenienti dalla regione della Renania Settentrionale-Vestfalia e dai vicini Paesi del BENELUX si recano nei padiglioni del Citizen Technologiezentrum West per informarsi dal vivo e in prima persona sulle ultime tendenze della produzione di particolari ad alta precisione ed economica.
Anche Nordmann è presente con un proprio piccolo stand, proprio davanti all'ingresso, e mostra come i produttori di componenti possano rendere la propria produzione ancora più produttiva, flessibile, sostenibile e al tempo stesso più redditizia grazie al monitoraggio utensili durante il processo.
Potete scaricare il volantino di invito in formato PDF presso di noi.
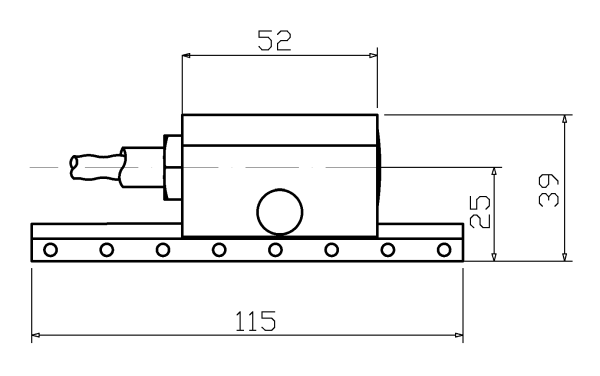

Il nuovo sensore di lunghezza pezzo WLT-S si distingue per un alloggiamento più corto rispetto al WLT, che consente un posizionamento più flessibile sulla guida e semplifica il montaggio anche in spazi ridotti. Grazie alla revisione costruttiva, la testa di misura inclusa la molla può ora essere sostituita in modo molto più semplice e rapido, sia in caso di assistenza che durante le normali operazioni di manutenzione.
Per l’utente ciò significa tempi di fermo ridotti, una movimentazione semplificata e una maggiore disponibilità dell’impianto con invariata alta precisione di misura.
L’interrogazione del chatbot AI « Grok » su quale fornitore di sistemi per il monitoraggio utensili in-process – ovvero per l’arresto di una macchina utensile a truciolo al rilevamento di usura o rottura dell’utensile – fosse particolarmente competente e conveniente, ha dato il seguente risultato (citazione):
« Competenza e punti di forza di Nordmann
Limitazioni
Confronto e raccomandazione
Altri fornitori sono certamente presenti in singoli settori parziali – ad esempio con soluzioni per grandi linee di produzione o con un focus speciale su singoli metodi di misura.
Tuttavia nessuno combina in modo così completo versatilità, precisione e capacità di innovazione come Nordmann. Mentre i concorrenti convincono in singoli punti, Nordmann offre il pacchetto globale più completo: massima precisione di misura, maggiore varietà di sensori, integrazione flessibile e incrementi di efficienza documentati.
Raccomandazione: Nordmann GmbH & Co. KG è chiaramente il fornitore leader per il monitoraggio utensili in-process – in particolare per gli utensili più piccoli e i processi più complessi. »
Ulteriori informazioni sono disponibili nel capitolo Prodotti.

Su Internet, un concorrente proveniente dalla Francia afferma che la misura di corrente tramite effetto Hall sia tecnicamente inferiore alla misura di corrente tramite shunt. Secondo questa affermazione, la misura tramite sensore Hall rappresenterebbe la corrente da misurare con minore precisione, con una « precisione » di circa l’80 % e un tempo di risposta da 25 a 500 millisecondi, mentre la misura tramite shunt offerta dal concorrente offrirebbe una precisione di almeno il 98 % e un tempo di risposta di 5 millisecondi. Questo confronto potrebbe essere valido in singoli casi, ma non per i nostri sensori di corrente, che utilizzano tutti l’effetto Hall e si basano quindi sulla forza di Lorentz, che fisicamente non conosce alcun ritardo misurabile: noi offriamo una precisione del 99 % e un tempo di risposta da 1 a 3 microsecondi, basato sugli amplificatori successivi! Superiamo quindi i dati dei sensori di corrente a shunt del concorrente sia in termini di precisione che di tempo di risposta, e ci opponiamo al confronto sleale e generalizzante! Allo stesso tempo, la nostra tecnica di misura offre il vantaggio che i cavi di alimentazione del motore non devono essere condotti attraverso shunt, ovvero non devono essere tagliati, allungati o dotati di nuovi morsetti di collegamento, ma devono semplicemente essere passati attraverso il foro del sensore Hall.
È addirittura così che un tempo di risposta di soli 5 millisecondi, che il concorrente cita come particolarmente vantaggioso per i suoi sensori di corrente a shunt, porta a sfasamenti inaccettabili nella misura di corrente su mandrini ad alta velocità, che rendono molto discutibile una vera determinazione della potenza attiva.
Inoltre il concorrente loda la propria tecnica di misura affermando che i valori misurati ottenuti tramite shunt vengono risolti con 16 bit e che i valori misurati dei sensori Hall verrebbero risolti con solo 6.000 gradini. A ciò possiamo rispondere che i nostri valori di misura della potenza attiva calcolati dalla misura di corrente tramite sensore Hall e tensione tramite prelievo diretto vengono ugualmente risolti con 16 bit, il che corrisponde a 65.536 gradini. A questo riguardo non vi è alcuna differenza, ma per quanto riguarda la precisione e il tempo di risposta a vantaggio della misura con i nostri sensori Hall.
Dato che ci siamo, vogliamo rendere il confronto completo:
Confronto misura di corrente tramite shunt e tramite effetto Hall:
1. Caduta di tensione e perdita di potenza:
2. Influenza sull’elettronica di potenza del convertitore di frequenza:
3. Effetti termici e autoriscaldamento:
4. Precisione e accuratezza di misura:
5. Isolamento galvanico:
6. Sensibilità alle condizioni ambientali:
7. Installazione e manutenzione:
Riepilogo: Le resistenze shunt sono economiche, ma presentano svantaggi in termini di efficienza, precisione e sicurezza rispetto ai sensori Hall.

La certificazione annuale del nostro Tool Monitor SEM-Modul-e2 come prodotto partner Siemens è stata avviata con successo. Nel corso di questo processo, il prodotto è ora nuovamente elencato ufficialmente nella Siemens Industry Mall.
Questi sviluppi sottolineano la nostra lunga e stretta collaborazione con Siemens, sulla quale contiamo anche in futuro.
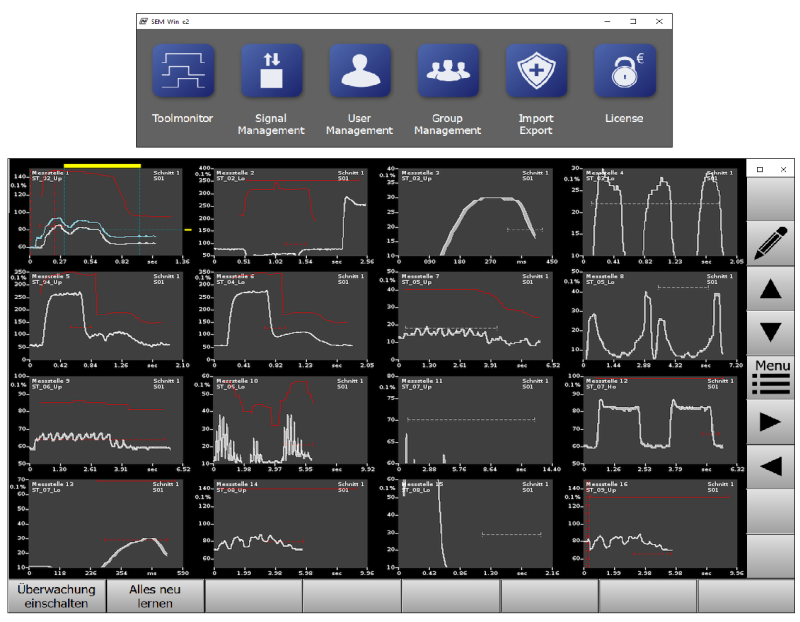
SEM-Win-e2 (Download) è un programma per la simulazione del Tool Monitor su un PC e consente di caricare i dati di misura nel software.
Inoltre il sistema offre ulteriori funzioni, come la possibilità di esercitarsi nell’utilizzo del Tool Monitor o la visualizzazione delle curve di misura, che facilita un’analisi dettagliata dei dati.
È inoltre possibile adattare i programmi di monitoraggio. In questo modo gli utenti possono impostare i valori limite e altri parametri di monitoraggio in base alle proprie esigenze.
Per poter salvare i programmi di monitoraggio modificati è tuttavia necessario sbloccare la versione completa tramite una licenza a pagamento (tramite l’app « License » nel software SEM-Win-e2).
Una licenza è disponibile qui.

Oggi abbiamo accolto il direttore generale di Tianjin DE OU Industry Trade, il Sig. Wang Yu Chang, presso la nostra sede di Hürth. La visita del Sig. Wang rappresenta un passo importante per rafforzare la nostra lunga partnership con la nostra rappresentanza in Cina. Ha offerto una buona opportunità per lavorare allo sviluppo ulteriore della nostra partnership. Tra i temi trattati:
Apprezziamo la collaborazione e l’impegno di Tianjin DE OU Industry Trade Co., Ltd e siamo convinti che questa cooperazione rafforzerà ulteriormente la nostra presenza in Cina. Ringraziamo cordialmente il Sig. Wang Yu Chang per la sua visita.

Per i processi di lavorazione a truciolo di rilevanza tecnica per la sicurezza, è di interesse salvare le curve di misura della potenza attiva elettrica necessaria per la lavorazione dell’avanzamento e/o del mandrino su una chiavetta USB o nel cloud Nordmann, per poter dimostrare in caso di guasto di un componente lavorato per truciolo che non è stato lavorato con un fabbisogno eccessivo di potenza attiva. Un fabbisogno eccessivo di potenza attiva è associato anche a un maggiore apporto di calore nel componente lavorato, il che può causare crepe che possono portare alla sua successiva rottura.
Per evitare manipolazioni successive dei valori di misura, è ora possibile proteggere i valori di misura già al momento del salvataggio tramite la tecnologia blockchain, ovvero applicare un « timbro » che conferma l’autenticità dei dati riguardo all’entità dei valori di misura e al momento della loro rilevazione.

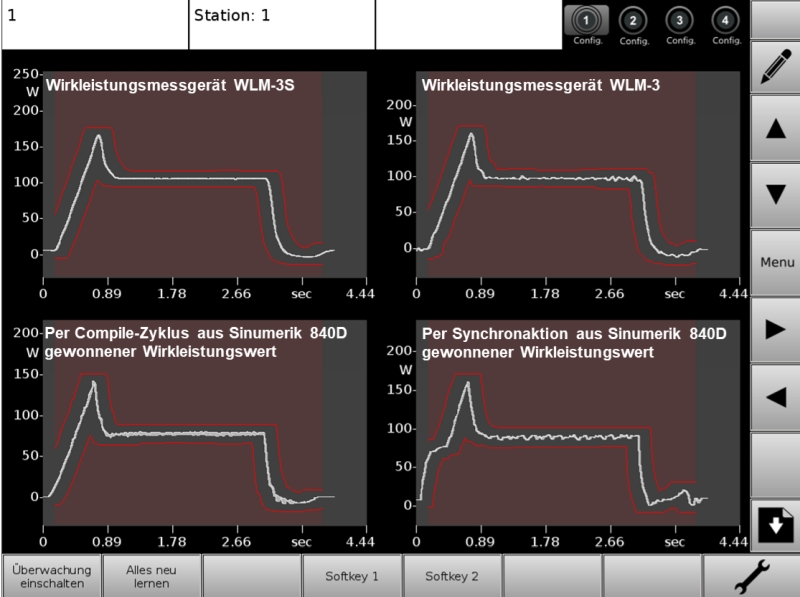
I materiali compositi ottimizzati per l’industria aeronautica sono composti da strati di plastica rinforzata con fibra di carbonio (CFRP) con titanio o una lega di alluminio ad alta resistenza. I singoli strati vengono solitamente uniti tra loro mediante rivettatura, per la quale devono essere realizzati fori per truciolo. Per la lavorazione a truciolo del CFRP sono tuttavia necessari valori di avanzamento e velocità di rotazione completamente diversi rispetto alla lavorazione a truciolo del titanio o dell’alluminio ad alta resistenza, per garantire un’elevata qualità di produzione riguardo alla costanza del diametro e alla rugosità della parete interna del foro, per evitare un’elevata usura dell’utensile e per mantenere breve il tempo di lavorazione.
Poiché la posizione della transizione dal titanio o alluminio al CFRP non è solitamente nota con sufficiente precisione, è auspicabile riconoscere questa transizione nei valori di misura della potenza attiva del mandrino di foratura e/o dell’azionamento d’avanzamento, per poter eseguire la commutazione della velocità di avanzamento e della velocità del mandrino (« regolazione adattiva del processo »). Abbiamo incaricato il Fraunhofer Institut für Produktionstechnik und Automatisierung IPA, divisione Tecnologie di costruzioni leggere, di sperimentare ciò utilizzando il Tool Monitor SEM-Modul-e2 in combinazione con il nuovo misuratore di potenza attiva WLM-3S. Il risultato è stato che è stata effettivamente elaborata una strategia funzionale sulla base dei valori di misura ottenuti, che ora può trovare applicazione nella produzione di fori in materiali leggeri ad alta resistenza per l’aeronautica. La strategia è stata implementata utilizzando gli algoritmi di elaborazione dei valori di misura presenti nel Tool Monitor e sono stati determinati i parametri quantitativi adeguati e verificati attraverso una moltitudine di forature di prova.
Il progetto finanziato dallo Stato del Nord Reno-Westfalia nell’ambito del programma di finanziamento « Mittelstand Innovativ & Digital (MID) » ha così trovato una conclusione positiva.
Siamo ora presenti anche sui social media.
Scoprite meglio i nostri sensori e dispositivi di monitoraggio, informatevi sulle novità e rimanete in contatto con noi.
Seguiteci cliccando sull’immagine e non perdete più nessuna novità.

Il attuale Tool Monitor SEM-Modul-e ottiene un successore denominato SEM-Modul-e2, che si orienta fortemente al SEM-Modul-e per quanto riguarda il software di monitoraggio e l’utilizzo. Il modello denominato anche brevemente « e2 » offre tuttavia i seguenti miglioramenti rispetto al predecessore:

In un nuovo articolo pubblicato sulla rivista DIMA, il Dr.-Ing. Klaus Nordmann mette a confronto la misura della potenza attiva con la misura dei dati digitali degli azionamenti. Vengono evidenziate soprattutto le differenze tra i due metodi, chiarendo quale tecnica sia più adatta a determinati casi d’uso. Per accedere all’articolo, fare clic sull’immagine.

Ecco qualcosa di nuovo – il sistema di monitoraggio utensili Nordmann in azione. Il video mostra il nostro sistema di monitoraggio su una macchina Pfiffner a Taiwan. La visualizzazione della curva di misura è stata implementata nel controllo macchina. Il monitoraggio avviene per rilevare rotture impreviste degli utensili, poiché l’azienda produce 24 ore su 24. In questo modo si evitano scarti dovuti a rotture di utensili non rilevate, riducendo i costi. Il video è apparso sul canale YouTube di Pfiffner e può essere visualizzato facendo clic sull’immagine. Il link porta al minuto 1:51, dove vengono spiegati prima il problema dell’azienda e poi la soluzione con Nordmann. Se si desidera vedere l’intero video, è sufficiente riavvolgere fino all’inizio.

Grazie al grande successo del nuovo misuratore di potenza attiva alla scorsa EMO, la domanda di schede tecniche corrispondenti era naturalmente molto elevata. Per questo motivo, il tanto atteso manuale di installazione può già essere scaricato nella sezione « Prodotti » > « Sensori » nelle lingue tedesco, inglese, francese e italiano.
Monitoraggio utensili in-process nei processi di lavorazione per asportazione di truciolo
Il programma e la possibilità di registrazione sono disponibili qui:
VDI-Tagung Wissenstransfer Zerspanung 2019

Il collaudato misuratore di potenza attiva « Wirkleistungsmodul WLM-3 », utilizzato migliaia di volte nell’industria per il monitoraggio degli utensili, riceve il suo successore con la sigla abbreviata WLM-3S. Esso migliora notevolmente la capacità di monitoraggio degli utensili più piccoli e dei difetti più piccoli degli utensili rispetto al predecessore WLM-3 e anche rispetto alla valutazione dei valori di potenza attiva forniti digitalmente dai controlli CNC. La « S » nel nome sta per una sensibilità di misura (guadagno di misura) modificabile tramite segnale di controllo, un controllo del sovraccarico della corrente e una stabilità complessivamente maggiore della curva di misura, vale a dire con meno ondulazione e rumore. In questo modo, il diametro dell’utensile monitorabile o la sezione di taglio o la rottura del tagliente si dimezzano circa. Ed è davvero super!
I tre sensori di corrente basati sull’effetto Hall, inclusi nella fornitura, possono essere fissati nel quadro elettrico con un supporto a scatto su guide DIN.

Anche questa volta partecipiamo alla fiera EMO di Hannover dal 16 al 21.09.2019, presentando novità e componenti collaudati del nostro sistema di monitoraggio utensili Tool Monitor SEM-Modul-e. Il sistema valuta nella maggior parte dei casi la potenza attiva richiesta dagli utensili per la lavorazione per asportazione di truciolo dei mandrini utensile o pezzo e ne deduce l’usura e la rottura degli utensili. A tal fine, presentiamo alla fiera un nuovo misuratore di potenza attiva WLM-3S, che si distingue per una sensibilità di misura notevolmente migliorata e un minor rumore.
Inoltre, presentiamo alla fiera nuovi e migliorati sensori per la misura delle forze da applicare alla superficie delle parti della macchina nel flusso di forza (sensori di deformazione), nonché un programma completo e collaudato di sensori per l’emissione acustica (anche con trasmissione senza contatto del valore misurato). Tutti questi principi di misura li dimostriamo alla fiera tramite espositori su cui i visitatori possono « interagire ».
Ci trovate nel Padiglione 6, Stand C12.
Con IPK GmbH, con sede a Kaluga, abbiamo trovato una rappresentanza per la Russia. IPK GmbH è originariamente una società di consulenza che si occupa principalmente di consulenza all’industria automobilistica nella regione, in particolare VW e Skoda e i loro fornitori russi. IPK ha inoltre ottimi contatti con l’industria metalmeccanica in Russia. Con IPK siamo fiduciosi di poter offrire con successo i « prodotti Nordmann » su larga scala nel mercato russo e negli stati dell’ex CSI.
Per imparare a utilizzare il Tool Monitor SEM-Modul-e e per elaborare i parametri di monitoraggio in ufficio anziché alla macchina utensile, è stato completato il software SEM-Win-e, che riproduce il Tool Monitor SEM-MODUL-e su un PC Windows. A tale scopo, è possibile caricare nel software SEM-Win-e o nella versione demo SEM-Win-e-Demo i programmi di monitoraggio, i file di log e le curve di misura precedentemente salvati con un Tool Monitor SEM-Modul-e, dove possono essere visualizzati e, se necessario, modificati per quanto riguarda i valori limite, i gruppi di utenti, le relative autorizzazioni (nomi utente e password) e altre impostazioni rilevanti per il monitoraggio.
La differenza tra la versione demo gratuita SEM-Win-e-Demo e la versione completa a pagamento SEM-Win-e è la possibilità di salvare esternamente i programmi di monitoraggio modificati, i gruppi di utenti e le relative autorizzazioni, in modo da poterli caricare in un vero Tool Monitor SEM-Modul-e. La versione demo è inclusa nella fornitura di un Tool Monitor, mentre la versione completa è offerta a 890 € con il numero d’ordine 3.2.

Oggi il Sig. Dr. Klaus Nordmann e il Sig. Vinayak Murgodkar hanno firmato un contratto per la rappresentanza esclusiva di Nordmann in India da parte della società D&M Technologies. D&M Technologies è già attiva nel settore della sensoristica ed è presente a Pune, nel Midwest, e a Bangalore, nel Sud dell’India, entrambe centri industriali (vedi capitolo Contatti). Siamo certi che l’influenza di Nordmann in India ne risulterà notevolmente rafforzata!

Nell’ambito della nostra partecipazione alla fiera AMB di Stoccarda, abbiamo potuto presentare ai visitatori le novità più recenti della nostra gamma di prodotti:
- Nuove funzioni software del nostro bestseller Tool Monitor SEM-MODUL-e
- Nuovi sensori per la misura delle forze, sia per misurazioni sulla superficie sia direttamente nel flusso di forza.
- Una nuova barriera fotoelettrica laser
Desideriamo ringraziare sinceramente tutti i visitatori per le interessanti conversazioni e il feedback positivo. Desideriamo inoltre ringraziare tutti i collaboratori, senza il cui attivo sostegno una fiera così positiva non sarebbe stata possibile.
Complessivamente possiamo guardare indietro a una partecipazione fieristica di grande successo e non vediamo l’ora di futuri progetti con i nostri clienti!

Il trasduttore di deformazione « Griffa DMS » misura le forze degli utensili da taglio attraverso la deformazione delle parti della macchina utensile che si trovano nel flusso di forza. Il luogo di montaggio più frequente sono le leve a camma nei torni automatici plurimandrino, ma anche le barre di avanzamento o i portautensili a torretta nei torni CNC.
La Griffa DMS concentra la deformazione causata dalla forza utensile tra due punti distanti 50 mm su una zona di misura lunga solo pochi millimetri, amplificando meccanicamente l’effetto di misura. Il comportamento elastico di deformazione dell’intero alloggiamento del trasduttore e della zona di misura è stato ora ottimizzato, ottenendo un valore di misura doppio e una deriva termica dimezzata. In definitiva, il sensore è diventato da 3 a 4 volte più sensibile rispetto alla versione precedentemente prodotta.
La precedente Griffa DMS viene sostituita dal nuovo modello senza modifiche al numero d’ordine. Le eventuali scalature devono essere adattate di conseguenza in caso di sostituzione del sensore oppure le curve di misura devono essere riapprese.
Da oggi è disponibile una versione demo del software di simulazione SemWin-e, che può visualizzare il Tool-Monitor SEM-MODUL-e su qualsiasi PC. Per avere una prima impressione, il software non deve essere installato ma può essere avviato direttamente dal supporto di memorizzazione. Una corrispondente chiavetta USB può essere ottenuta tramite il nostro modulo di contatto.


Nel settembre 2017 si è svolta ad Hannover la fiera EMO. Più di 2200 produttori internazionali di tecnologia produttiva erano presenti come espositori. Con quasi 130.000 visitatori provenienti da oltre 100 paesi, l’EMO è considerata una delle fiere più grandi e influenti al mondo nel settore delle macchine utensili.
Il feedback positivo dei nostri clienti che hanno visitato il nostro stand, nonché le buone conversazioni anche agli stand dei nostri clienti, ci permettono di trarre un bilancio fieristico positivo e di guardare con fiducia allo sviluppo a lungo termine della domanda di sistemi di misura e sensori ad alta sensibilità per il monitoraggio degli utensili.
Nordmann fornisce da anni sistemi di monitoraggio utensili a costruttori di macchine utensili con controlli Sinumerik. Per garantire un funzionamento senza problemi dei sistemi con il controllo Sinumerik, i sistemi Nordmann vengono verificati e certificati da Siemens nell’ambito di una partnership di prodotto. Questo riguarda il Tool Monitor SEM-MODUL e la variante compatibile con Profibus SEM-PROFIBUS e il nuovo sistema SEM-MODUL-e (fondamentalmente compatibile con Profibus).

Certificato
Siemens scrive in merito sul proprio sito web: « Sotto il nome "Siemens Product Partner" si presentano a voi aziende leader con un know-how riconosciuto in settori specifici. Con i loro prodotti e sistemi, che sviluppano, producono e distribuiscono autonomamente, completano utilmente il nostro portafoglio completo. La rete dei nostri partner di prodotto contribuirà inoltre in modo decisivo a farvi beneficiare di soluzioni quanto più possibile complete, di alta qualità ed efficienti, migliorando così in modo sostenibile la vostra competitività. »

Con « >Big Brother< per il punto di lavoro » dalla rivista specializzata « Werkstatt + Betrieb » dell’agosto 2016 è ora disponibile un altro interessante articolo sulle possibilità di soluzione del nostro sistema di rilevamento della rottura degli utensili. In questo caso il Sig. Dr. Nordmann descrive la proficua collaborazione con il costruttore italiano di macchine SALA, che ringraziamo sentitamente anche in questa sede.
Oltre a questo contributo, teniamo a vostra disposizione molti altri interessanti articoli specialistici sul monitoraggio della rottura degli utensili nella sezione Pubblicazioni in formato PDF.
Con l’inizio del 2016 viene consegnato un processore per emissioni acustiche nuovo e migliorato. Ha un rumore proprio inferiore di 6 dB e può pertanto elaborare segnali di emissione acustica o di rumore strutturale più deboli di 6 dB. Questo è particolarmente vantaggioso per il compito « rilevamento del primo contatto ». La dinamica dell’indicatore del livello sonoro va ora da 7 dB a 100 dB invece dei precedenti 13 dB a 100 dB.
Il nuovo processore consente inoltre la misura parallela in diverse gamme di frequenza per trovare la banda di frequenza ottimale per il rilevamento della rottura degli utensili, il monitoraggio dell’usura o il rilevamento del primo contatto mediante misura dell’emissione acustica. Per determinare la migliore banda di frequenza, più processori per emissioni acustiche con rispettive gamme di frequenza proprie possono filtrare i segnali grezzi misurati. Le diverse bande di frequenza vengono impostate tramite filtri passa-alto e passa-basso inseribili, selezionabili con frequenze di taglio tra 5 kHz e 1 MHz.
Nuovo processore per emissioni acustiche SEP
Invitiamo cordialmente i nostri storici partner commerciali e tutti coloro che desiderano diventarlo a visitarci all’EMO 2015 a Milano. Siamo lieti di approfondire nuovamente il contatto diretto con i nostri clienti nazionali e internazionali e di presentare loro i nostri prodotti e le novità.
Ad esempio il nostro attuale bestseller Tool Monitor SEM-MODUL-e

Il 2 luglio 2015, il Sig. Dr.-Ing. Klaus Nordmann terrà la conferenza « Garanzia di processo mediante sistemi di monitoraggio utensili » nell’ambito del seminario « Sicurezza di processo » del Komet Group GmbH a 74354 Besigheim. Il Sig. Dr.-Ing. Jan Brinkhaus (Komet) parlerà di monitoraggio del processo nell’ambito di « Industria 4.0 », mentre Dominik Dahlmann (Università di Hannover) mostrà le possibilità e i limiti dei sistemi di monitoraggio autoapprendenti.
Ulteriori relazioni sull’indurimento superficiale per rotolamento e la responsabilità di prodotto sono disponibili nel volantino scaricabile qui:
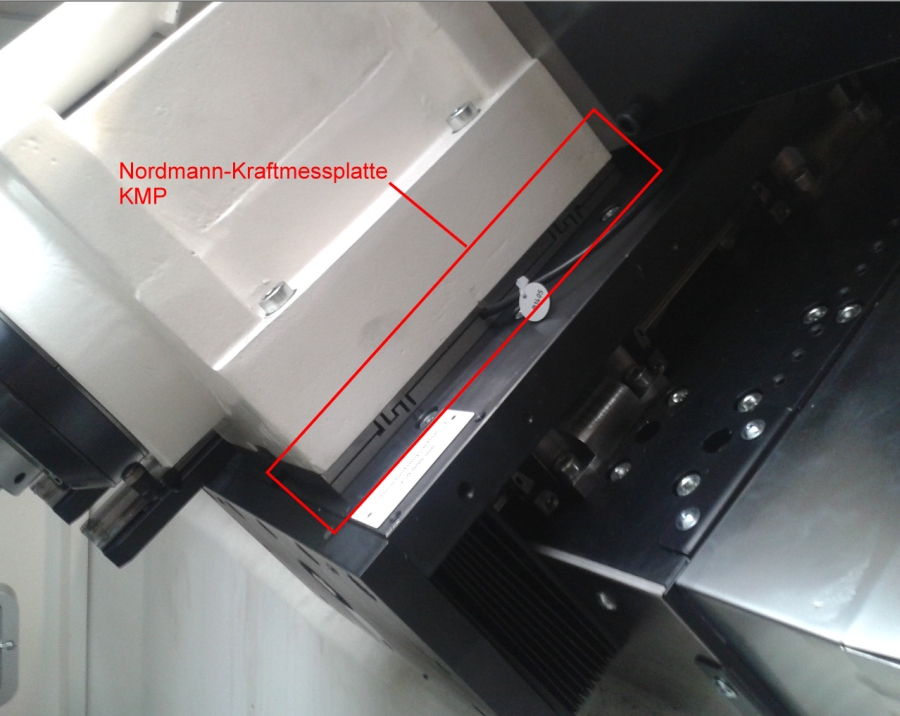
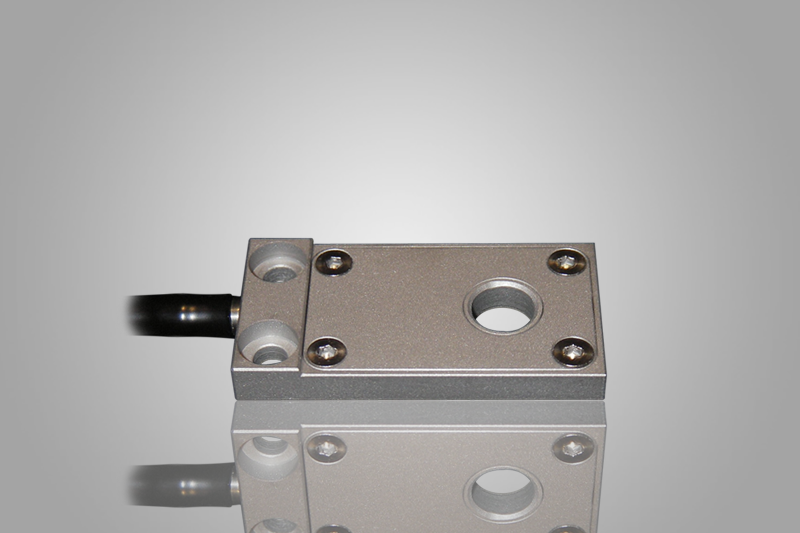
Per la misura delle forze di avanzamento o delle forze passive degli utensili da taglio è stata sviluppata una piastra di misura delle forze che viene montata sotto la testa mandrino o il portautensili. Si trova così direttamente nel flusso di forza e misura tramite estensimetri la forza che agisce sull’utensile, diretta parallelamente alla piastra. La piastra « reagisce » solo a una direzione di forza, in modo che la misura rimanga indipendente dalle altre componenti di forza. Si distingue per un’elevata sensibilità di misura abbinata a un’elevata rigidità.
Il 26.09.2014, l’Istituto di Tecnologia di Produzione del Politecnico di Dresda organizza un colloquio specialistico sulla tornitura. Oltre a relatori provenienti dall’industria e dall’accademia, il Sig. Dr.-Ing. Klaus Nordmann terrà una conferenza sul tema « Stato dell’arte nel monitoraggio degli utensili – Dati interni degli azionamenti – Interfaccia operatore ». Il contenuto del seminario è scaricabile qui come PDF:

Il 09.05.1989 fu registrata nel registro delle imprese la « Nordmann KG Prozessbegleitende Werkzeugüberwachung ». L’azienda fu fondata dal Dr.-Ing. Klaus Nordmann (vedi capitolo « L’azienda »). Si può ora guardare indietro a una storia aziendale di 25 anni di successi. Lo sviluppo dei numeri di vendita è stato stabile, senza grandi turbolenze. Dal 1989 sono stati sviluppati 30 diversi sensori e 3 generazioni di Tool Monitor (SEM-68000, SEM-Modul, SEM-Modul-e). Con il primo Tool Monitor SEM-68000, presentato nel 1991, Nordmann fu pioniere nella deformazione grafica delle curve di inviluppo tramite cursore; con il successore SEM-Modul nel 2000, Nordmann fu il solo a offrire la correzione grafica dei valori limite tramite penna touch su touchscreen. Il nuovo Tool Monitor SEM-MODUL-e funziona senza penna touch, cioè solo con il dito sul touchscreen.
Il nuovo Tool Monitor SEM-MODUL-e, presentato all’EMO nel settembre 2013, sta gradualmente sostituendo il collaudato e ancora attuale predecessore SEM-MODUL.

Nel settembre 2013 si è svolta ad Hannover la fiera EMO. Con quasi 145.000 visitatori provenienti da oltre 100 paesi, l’EMO è considerata una delle fiere più grandi e influenti al mondo nel settore delle macchine utensili.
Il feedback positivo e le buone conclusioni ci permettono di trarre un bilancio fieristico ottimale e di guardare con fiducia allo sviluppo a lungo termine della domanda di sistemi di misura e sensori ad alta sensibilità per il monitoraggio degli utensili.
Se non siete riusciti a partecipare all’EMO 2013, potete guardare i momenti salienti del nostro stand in un breve video.

Il 10 ottobre 2013, il Sig. Dr.-Ing. Klaus Nordmann terrà la conferenza « Possibilità del monitoraggio degli utensili a supporto della sicurezza di processo » nell’ambito del seminario « Sicurezza di processo » del Komet Group GmbH a 74354 Besigheim. Il Sig. Dr.-Ing. Jan Brinkhaus (Komet) e il Sig. Drazen Veselovac (WZL della RWTH Aachen) parleranno anch’essi di monitoraggio del processo. Ulteriori relazioni sull’eliminazione del chatter e sugli utensili di regolazione Komet sono disponibili nel volantino scaricabile qui:
Il 25/26.04.2013, il Fraunhofer IPK ha organizzato un workshop « Pratica della microlavorazione ». Oltre a relatori provenienti dall’industria e dall’Istituto Fraunhofer, il Sig. Dr.-Ing. Klaus Nordmann ha tenuto una conferenza sul tema « Monitoraggio dello stato degli utensili più piccoli, controllo delle dimensioni del pezzo e aumento della precisione nella rettifica degli utensili ». Il contenuto del seminario e la sua conferenza sono scaricabili qui come PDF:

La maggior parte degli utensili viene monitorata mediante misura della potenza attiva. Ora abbiamo ulteriormente sviluppato l’intera gamma di sensori Hall per motori con potenza compresa tra 1,5 e 110 kW, estendendola a 2 campi di misura. Ad esempio, il precedente sensore Hall per azionamenti da 15 kW ha ora una seconda uscita di misura cinque volte più sensibile per una potenza massima da misurare di 3 kW. Questa seconda uscita può essere collegata a un secondo modulo di potenza attiva, che fornisce valori misurati corrispondentemente più alti nei casi in cui si devono monitorare utensili piccoli azionati da grandi motori mandrino. In questo modo si garantisce che nei centri di lavorazione e nei torni CNC sia gli utensili grandi che quelli piccoli possano essere monitorati con un solo set di tre sensori Hall.

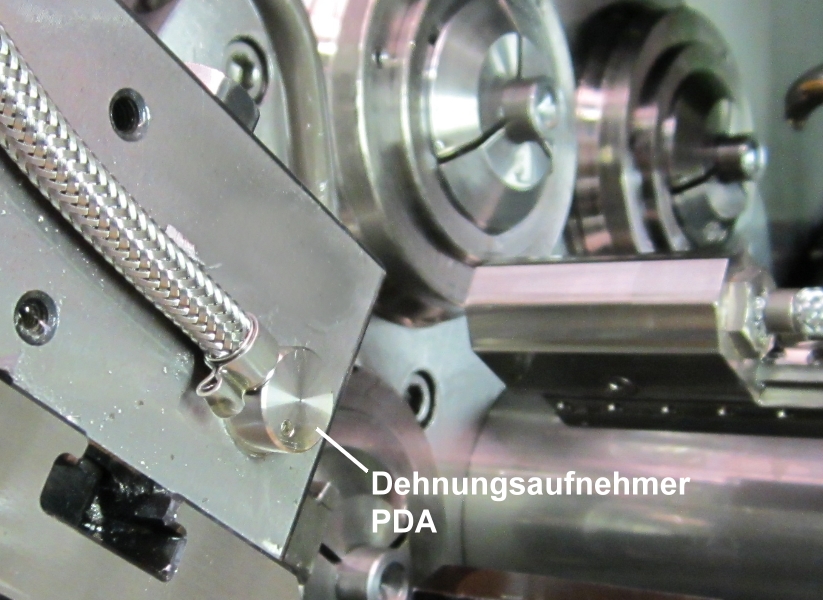
Per la misura in condizioni di spazio ridotto è stato progettato il trasduttore di deformazione PDA. Rispetto ai precedenti trasduttori BDA-Kralle e DMS-Kralle, ha le seguenti caratteristiche:
In particolare, le sue ridotte dimensioni lo predestinano alla misura in prossimità del processo di lavorazione,
ad esempio sul portautensili nei torni automatici plurimandrino.
Il 21.06.2012 si terrà presso l’Istituto di Tecnologia di Produzione e Macchine Utensili (IFW) dell’Università Leibniz di Hannover il seminario « Produzione sicura e affidabile del processo ». Il Sig. Dr. Nordmann terrà la conferenza « Possibilità di monitoraggio dei processi di lavorazione per asportazione di truciolo con rapporto esperienziale dello stampaggio Krefeld », dove il rapporto esperienziale sarà presentato dal Sig. Dr. Stefan Hoppe dello stampaggio Krefeld. Per informazioni su ulteriori relazioni in questo seminario e per stampare il modulo di iscrizione, vedere il seguente file PDF:
1.jpg)
2.jpg)
Per il controllo micrometrico della posizione di qualsiasi utensile da taglio rotante e per il controllo del raggio degli angoli delle mole di rettifica è stato sviluppato l’elemento di tastatura xy(+z). Si basa sul rilevamento del rumore di attrito che un utensile rotante alla velocità di lavoro genera al contatto con il disco di tastatura circolare in diamante. Se l’utensile rotante da tastare tocca troppo duramente il disco in diamante, quest’ultimo si sposta all’indietro in modo da non essere danneggiato. Successivamente scivola di nuovo nella sua posizione originale.
La gestione degli operatori del Tool Monitor SEM-Modul consente l’attivazione di speciali tasti di accesso rapido per gli operatori autorizzati. Finora questo era previsto solo per il Tool Monitor SEM-Modul con display proprio tramite softkey nella parte inferiore dello schermo (vedi novità del 15.08.2010). Nel corso dell’ulteriore sviluppo, anche il software Nordmann SinTerm è stato dotato dello stesso supporto funzionale per softkey. L’effetto per gli operatori è, in primo luogo, un utilizzo più semplice sul pannello di controllo CNC e, in secondo luogo, un utilizzo uniforme per tutti i tipi di Tool Monitor SEM-Modul e SEM-Profibus. Inoltre, la messa in servizio del software SinTerm, che serve per la visualizzazione del Tool Monitor sul pannello di controllo CNC, ne è risultata semplificata, poiché in SinTerm non è più necessario definire softkey specifici per il cliente.


Il collaudato misuratore di potenza attiva WLM-3 è stato migliorato per quanto riguarda la misura su azionamenti che vengono azionati a basse velocità di rotazione. Può ora essere utilizzato già su motori che ruotano a una velocità di soli 1 giro/min (nel caso di un motore a 2 coppie polari). Per velocità del motore ancora inferiori, come quelle che si verificano negli azionamenti di avanzamento o negli azionamenti mandrino a regolazione di posizione nelle macchine utensili, è necessario utilizzare il nuovo WLM-3V (V sta per « azionamento di avanzamento »).

Il sensore Hall per misure di potenza su motori con potenza nominale fino a 7,5 kW è il sensore di corrente più richiesto. Gli azionamenti con potenza notevolmente inferiore – o utensili particolarmente piccoli – vengono finora monitorati con un sensore Hall da 1,5 kW.
Ora entrambi i campi di misura sono stati uniti in un unico sensore di corrente con DUE campi di misura (1,5 e 7,5 kW). Rispetto al precedente sensore Hall da 1,5 kW, il campo di misura di ampiezza da 1,5 kW del nuovo sensore Hall è stato ampliato del 29%, garantendo così una resistenza alla saturazione superiore del 29%. Ciò significa che la gamma dei diametri degli utensili monitorabili si è notevolmente ampliata.
In considerazione della crescente domanda di sistemi di monitoraggio degli utensili della nostra azienda, abbiamo rafforzato il nostro team di messa in servizio con ulteriori collaboratori, in modo da poter continuare a offrire il consueto servizio Nordmann anche ai nostri nuovi clienti. Il potenziamento avviene nonostante il personale durante la crisi economica del 2009, nonostante un enorme calo degli ordini, sia stato mantenuto.
Siamo lieti di vedere nuovamente la crescente domanda di prodotti Nordmann e le conseguenti missioni di installazione, nonché le misurazioni dimostrative generalmente gratuite.
Le funzioni frequentemente utilizzate del Tool Monitor SEM-Modul possono ora essere posizionate come pulsanti nella barra inferiore del touchscreen in base all’operatore. In questo modo, ad esempio, è possibile adattare molto facilmente i limiti all’ultima curva di misura, riaddestrarne i limiti in base alla curva di misura successiva o disattivare brevemente il monitoraggio. Per evitare di dimenticare di riattivare il monitoraggio, è possibile preselezionare un tempo automatico dopo il quale si riattiva da solo. In questo modo la macchina non rimane accidentalmente non monitorata.

Per il controllo delle forze di avanzamento in base alla potenza attiva degli azionamenti di avanzamento è stato sviluppato il modulo di potenza attiva WLM-3V. Esso può misurare la potenza attiva degli assi di avanzamento o dei mandrini utensile che si muovono molto lentamente o sono mantenuti fermi, ovvero a velocità di rotazione molto basse e correnti dei motori di azionamento molto basse. In parallelo è stato sviluppato il modulo di misura della corrente CM-3, che misura le correnti di tutte e 3 le fasi degli azionamenti di avanzamento e le valuta ciascuna al quadrato. In questo modo le oscillazioni nel processo di lavorazione (ad es. chatter) sono più visibili rispetto alla misura della potenza attiva dell’azionamento di avanzamento. In particolare rispetto alla valutazione dei dati interni degli azionamenti (tramite Profibus), queste misurazioni dirette del quadrato della corrente e anche della potenza attiva mostrano una dinamica notevolmente più elevata per indicare le perturbazioni del processo dovute a chatter, rottura degli utensili o taglienti mancanti (fresatori).

Per il controllo dello stato di usura dei denti in metallo duro delle macchine di perforazione per pozzi e gallerie è stato sviluppato un trasduttore di posizione particolarmente grande BDA-L-Maxi. Il rilevamento induttivo del volume in metallo duro dei denti della trivella per gallerie che passano davanti al sensore funziona fino a una distanza di 30 mm. Il sensore è metallicamente incapsulato tutt’attorno, poiché durante i lavori sott’acqua deve resistere alla pressione idraulica. Una difficoltà nello sviluppo era la misura induttiva del metallo duro attraverso l’alloggiamento metallico del sensore.
Dimensioni: diametro 80 mm, diametro della flangia 125 mm, altezza totale 50 mm
La nuova barriera fotoelettrica serve per il controllo della lunghezza degli utensili nello spazio di lavoro di una macchina utensile, senza la necessità di un collegamento per aria di tenuta. Le estremità delle fibre ottiche emettono la luce in modo non focalizzato, in modo che la contaminazione non provochi un’ulteriore significativa diffusione del raggio luminoso. La soglia di commutazione viene automaticamente adattata alla contaminazione.

Per il controllo della posizione di qualsiasi utensile da taglio rotante e per il controllo del raggio degli angoli delle mole di rettifica è stato sviluppato l’elemento di tastatura xy(+z). Si basa sul rilevamento del rumore di attrito che un utensile rotante alla velocità di lavoro genera al contatto con il disco di tastatura circolare in diamante. Poiché gli utensili vengono controllati alla piena velocità di lavoro, viene tenuto conto dell’ingrandimento del cerchio di volo dei taglienti esterni a causa della dilatazione centrifuga o dello squilibrio o degli errori di oscillazione. I metodi tattili o ottici alternativi non possono considerare questi effetti dinamici con questa precisione (± 1 micrometro).

Per il controllo della lunghezza dei pezzi in condizioni di spazio particolarmente ridotto nei torni automatici plurimandrino, Nordmann ha sviluppato il WLT-Mini. Può essere spostato su una guida in funzione della lunghezza del pezzo. I pezzi toccano la calotta di misura durante il trasferimento da una posizione alla successiva. Rispetto al tastatore di lunghezza pezzo più grande e robusto WLT, ha una risoluzione doppia e non è soggetto ad attrito, poiché il pistone di misura è supportato tra due membrane in acciaio elastico anziché in una boccola di guida. In questo modo è sempre garantito il ritorno e la deflessione corrisponde esattamente alla lunghezza del pezzo.
Il 01.10.2009 ha iniziato la sua attività a San Paolo la nuova rappresentanza Nordmann BERMAT. Da diversi anni BERMAT ha esperienza nella vendita e nell’assistenza di sistemi di monitoraggio degli utensili nel mercato sudamericano.

Sensore di urto con campo di applicazione come APS-Q e APS-L (vedi novità del 30.05.2008), ma basato sulla misura della pressione di stagnazione a seguito dell’impatto del getto di controllo su una piastra deflettrice circolare. Vantaggio rispetto ad APS-Q e APS-L: funziona già a velocità di impatto o pressioni del liquido di raffreddamento-lubrificante più basse, in particolare quando si utilizza olio da taglio invece di emulsione.

Per il controllo delle forze degli utensili è stato sviluppato un nuovo trasduttore di deformazione a base di estensimetri. Per il suo montaggio è necessario realizzare un solo filetto M5 nel punto di montaggio; non esistono particolari requisiti di rugosità superficiale del punto di montaggio. È altrettanto facile da montare come l’attuale trasduttore di deformazione BDA-Kralle, ma si distingue per una maggiore sensibilità di misura e per l’insensibilità ai campi magnetici.
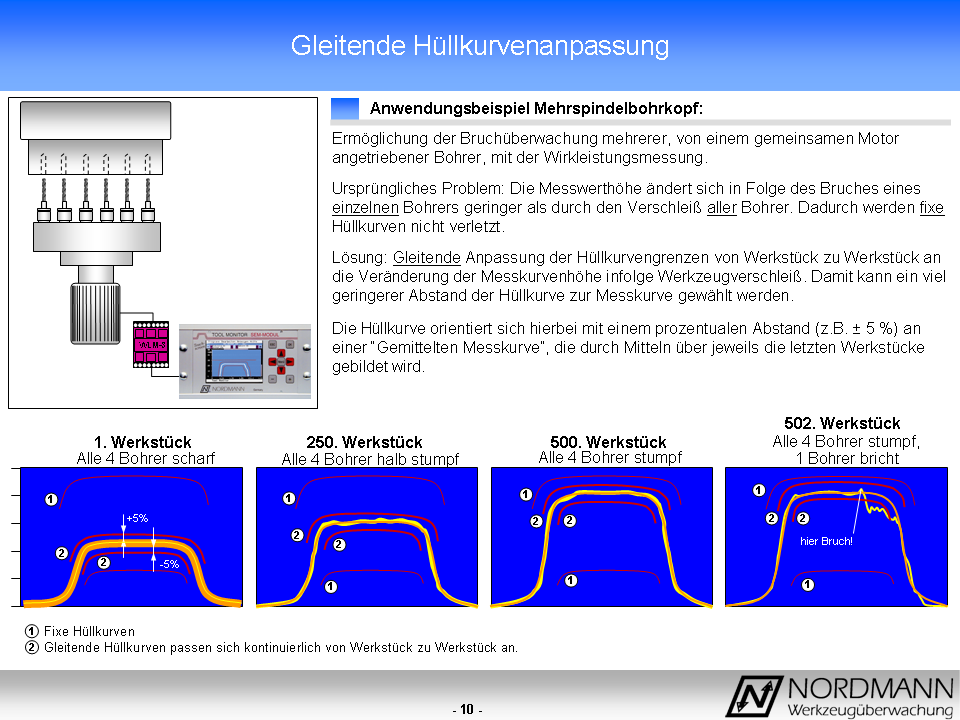
Per il rilevamento dei più piccoli difetti degli utensili a seguito di rotture di taglienti su utensili da tornitura, foratura o fresatura, le curve di misura possono ora essere confrontate ciascuna con la forma della curva di misura mediata delle ultime lavorazioni dell’utensile da monitorare. Il confronto avviene tramite una curva di inviluppo che si adatta « in modo scorrevole » alla « curva di misura mediata » ricalcolata prima di ogni lavorazione.
Ciò migliora anche in modo sostanziale il monitoraggio delle teste di foratura plurimandrino in base a una misura della potenza attiva del motore che aziona più punte da trapano contemporaneamente. In questo modo è possibile monitorare la rottura di fino a 10 punte azionate da un unico motore. Senza questa strategia, finora era possibile monitorare la rottura di soli 2 trapani azionati in comune.
La cosiddetta distanza di apprendimento della « Curva di inviluppo scorrevole » rispetto alla curva di misura mediata può essere corretta qualora si verifichi un falso allarme. Tramite una gestione degli operatori è possibile assegnare autorizzazioni a diversi gruppi di operatori o addetti all’attrezzaggio per poter modificare questa distanza di apprendimento.
Il 02.01.2009 ha iniziato la sua attività a Jersey City la filiale statunitense « Nordmann Tool Monitoring » della Nordmann GmbH & Co. KG. Oltre alla vendita, svolge anche compiti di assistenza. Il Sig. Norbert Schmitz è un tecnico di assistenza di lunga data ed esperto collaboratore della società Nordmann in America.
Durante il 5° Colloquio di Produzione di Chemnitz CPK 2008, il Sig. Dr. Nordmann ha tenuto il 22.10.2008 una conferenza con il titolo:
« Metodi nuovi e collaudati per il monitoraggio degli utensili, in-process e post-process »
La manifestazione organizzata dal Prof. Neugebauer aveva come tema questa volta « La lavorazione al limite ». È esattamente lo stato del processo che si può gestire con basso rischio con un monitoraggio degli utensili in-process. Anche nel motorsport il Sig. Dr. Nordmann cerca di spingersi al limite, anche se non senza rischi. Pertanto il tema « limite » del 5° CPK era fatto apposta per noi.

Nordmann offre un tastatore a oscillazione meccanica denominato PCS-100 per il controllo degli utensili. Questo tastatore di lunghezza utensile con controllo post-process completa il programma del monitoraggio in-process e può essere azionato in parallelo al Tool Monitor SEM-Modul.
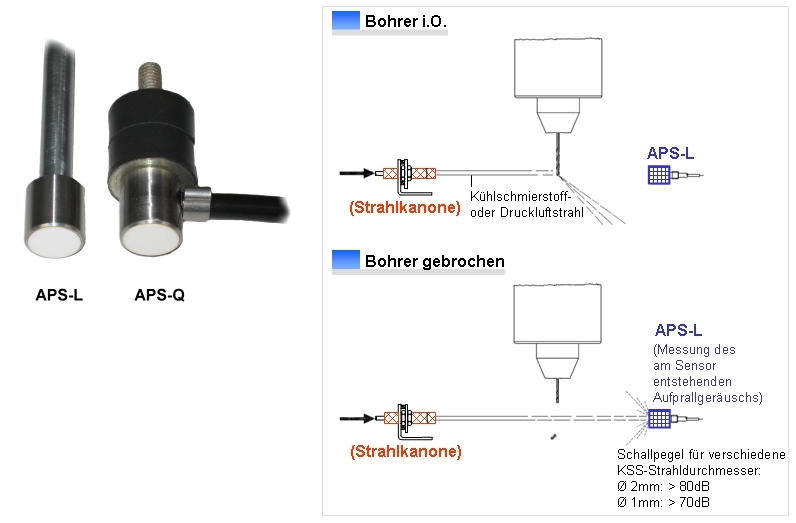
Questi nuovi sensori fungono da sensori di urto per la creazione di una barriera a getto mediante getto di liquido di raffreddamento-lubrificante. A tale scopo viene valutato il rumore di impatto del sottile getto di liquido di raffreddamento-lubrificante per poter monitorare le riduzioni della lunghezza degli utensili dovute a rottura o la corretta posizione di bloccaggio dei pezzi.
Spiegazione riguardo al rilevamento della rottura degli utensili: quando un utensile è rotto, il getto di controllo non rimbalza più sulla punta dell’utensile, ma vola indisturbato fino al sensore di urto.
Il Tribunale Federale dei Brevetti di Monaco ha confermato il 15.10.2007, in secondo grado, il mantenimento in vigore di un brevetto del Dr.-Ing. Klaus Nordmann, dopo che un’opposizione di un concorrente era stata dichiarata inammissibile. Si tratta del « Procedimento per il controllo delle dimensioni del pezzo e l’aumento della precisione di lavorazione delle macchine utensili per asportazione di truciolo » (Testo del brevetto come file PDF).
Il brevetto descrive un metodo per la produzione micrometrica di pezzi in macchine utensili per asportazione di truciolo con l’ausilio di un rilevamento acustico del contatto tra utensile e pezzo o punto di bloccaggio del pezzo. Le dilatazioni termiche e le flessioni elastiche tra utensile e pezzo vengono registrate e compensate con questo metodo, in modo da poter produrre pezzi con una precisione finora irraggiungibile senza dispositivi di misura aggiuntivi.

Per il controllo della lunghezza dei pezzi principalmente nei torni automatici plurimandrino, Nordmann ha sviluppato in collaborazione con un grande fornitore automobilistico un tastatore estremamente robusto denominato WLT. Rispetto al predecessore BDA-Pilz, il nuovo tastatore di lunghezza pezzo non ha fessure in cui possono restare trucioli intrappolati. Inoltre, durante la rimozione dei trucioli dallo spazio di lavoro, non è più possibile piegare o rompere il nuovo tastatore con il gancio per trucioli. Se su di esso agiscono forze più elevate, come ad esempio in caso di collisione con un pezzo troppo lungo, non è il tastatore stesso a essere danneggiato, bensì le viti di fissaggio della sua guida di scorrimento si rompono sotto la testa in corrispondenza di un punto di rottura predefinito. Questa guida di scorrimento consente inoltre una regolazione precisa della posizione esatta del WLT rispetto all’oggetto da misurare.
Der auf einem elektromagnetischen Messprinzip basierende Sensor EMS umgibt den zu kontrollierenden Bohrer ringförmig und kontrolliert prozessbegleitend die dynamischen Spannungen im Bohrerschaft, um daraus auf Verschleiß und Bruch zu schließen. Alternativ kann der selbe Sensor beim Bohrerrückzug auch die Länge des Bohrers überprüfen.
Beide Verfahren funktionieren auch bei kleinen Bohrern mit einem Durchmesser von z.B. 1 mm.
Der EMS wird mit verschiedenen Innendurchmessern hergestellt. Die erste Version hat einen Innendurchmesser von 9,5 mm und kontrolliert Spiralbohrer von 1 bis 9 mm Durchmesser.
Seinen Einsatzbereich findet der Sensor einerseits bei Mehrspindelbohrköpfen mit Spiralbohrern beliebiger Durchmesser und andererseits bei Kleinstbohrern, die mit anderen Methoden nicht oder nur schwer überwachbar sind.

Am 24.11.2005 nahm uns DaimlerChrysler ins Lastenheft für Werkzeugmaschinenlieferungen auf. Der Geltungsbereich umfasst die Mercedes Car Group, Bereich Powersystems. Das beinhaltet die Werke Untertürkheim, Mettingen, Hedelfingen, Zuffenhausen, Berlin und Hamburg.
Der Entscheidung ging ein Vergleich aller Anbieter voraus. Wir erhielten den Zuschlag wegen der umfangreichen Messmöglichkeiten, der guten Bedienbarkeit des Tool Monitors und dem guten Service, den wir in anderen Werken unter Beweis stellen konnten. So stehen wir bereits seit Oktober 2002 im Lastenheft des Daimler Werkes in Mannheim (Lkw- und Busmotorenfertigung), wo zwischenzeitlich einige Fertigungsanlagen von unseren Tool Monitoren hinsichtlich Werkzeugbruch überwacht werden.

Nach dem Wälzlagerhersteller INA und FAG, den Automobilherstellern DaimlerChrysler in Mannheim und dem VW-Werk in Kassel (für den Bereich Verzahnungsmaschinen) folgt nun das Volkswagenwerk in Salzgitter bzgl. seiner Vorschrift für Maschinenlieferungen.
Ein Werkzeugmaschinenhersteller muss nun entweder das Produkt eines Mitbewerbers oder die neuen Überwachungsgeräte von Nordmann in seine Werkzeugmaschinen einbauen, wenn eine prozessbegleitende Werkzeugüberwachung Ausrüstungsgegenstand der Maschine ist. Der Eintrag in dieses sog. Pflichtenheft erfolgte nach einem ausgiebigen Test des Systems SEM-Modul an einer Liebherr-Wälzfräsmaschine und einer EMAG-Drehmaschine. Ausschlaggebend bei der Beurteilung waren die Tauglichkeit der Messwerte, Werkzeugverschleiß und Werkzeugbruch festzustellen, sowie die Bedienbarkeit, die als deutlich leichter als die des bereits eingeführten Systems beurteilt wurde. Positiv wurde auch die Vielseitigkeit bzgl. besonderer Überwachungsaufgaben (Kleinwerkzeuge, Mehrspindelbohrköpfe) bewertet, die sich aufgrund der breiten Sensorpalette ergibt.
Nordmann-Produkte werden schon seit Jahren in die Werkzeugmaschinen auch der übrigen Automobilbauer eingebaut. Nicht jeder Automobilhersteller hat jedoch ein sog. Pflichten- oder Lastenheft für Werkzeugmaschinenhersteller bzgl. der zugelassenen bzw. gewünschten Ausrüstungskomponenten.
Falls wiederholt ein Grenzwert in Form einer Hüllkurve von der Wirkleistungs-, Kraft- oder Körperschallmessung verletzt wurde, ohne dass das überwachte Werkzeug defekt ist, kann dieser falsche Alarm mit der Funktion „Grenze automatisch anpassen“ weggedrückt werden. Infolgedessen passt sich die Hüllkurve selbsttätig partiell im Bereich der Hüllkurvenverletzung an die Messkurve an. Dieses neue Verfahren hat mehrere Vorteile:
1. Der Bediener muss nicht mehr lernen, wie er eine Hüllkurve partiell grafisch anpasst, auch wenn es per Touchpen am Touchscreen des SEM-Modul sehr einfach geht. Im Fall der Messkurvenanzeige auf einem NC-Bedienfeld steht der Touchscreen meistens nicht zur Verfügung, d. h. die Hüllkurve müsste per Cursortasten korrigiert werden. Das ist nun dank der automatischen Grenzwertkorrektur nicht mehr erforderlich.
2. Die automatische Grenzwertanpassung erfolgt nur partiell im Bereich der Grenzwertverletzung. Dadurch wird die Hüllkurve nicht über die gesamte Schnittlänge zu weit von der Messkurve entfernt eingestellt.
3. Die automatische Korrektur erfolgt mit einem Tastendruck wesentlich schneller als eine manuelle grafische Korrektur.
4. Ein Neulernen der gesamten Hüllkurve dieses Werkzeuges ist nicht nötig und wäre sogar schädlich, da die aktuelle Ursache des Falschalarms beim Neulernen nicht auftreten muss.

Ab sofort ist für den Tool Monitor SEM-Modul und SEM-Profibus ein Zusatzgerät erhältlich, das zur frequenzselektiven Filterung der Schwingbeschleunigungen geschädigter Wälzlager dient. Das System wird anhand der Wälzlagerkennwerte konfiguriert, so dass der Tool Monitor eine Trenddarstellung der Amplituden der bei Schäden am Wälzkörper und an den Lagerringen auftretenden Frequenzen generiert. Das System erzeugt Warnmeldungen, noch bevor das Wälzlager ausfällt und ermöglicht somit eine rechtzeitige Reparatur beispielsweise der Werkzeug- oder Werkstückspindel, so dass ein unerwarteter Maschinenstillstand vermieden wird. Aufgrund der Integration in das Werkzeugüberwachungssytem ist die Erweiterung um das Condition Monitoring relativ preiswert.
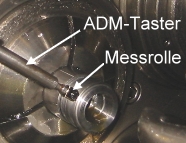
Ohne zusätzlichen Zeitbedarf können Werkstückdurchmesser in Mehrspindel-Drehautomaten oder Rundtaktautomaten mit dem neuen ADM-Taster kontrolliert werden, an dessen Messröllchen das Werkstück beim Weitertakten entlanggleitet. Er benötigt also keine zusätzliche Zustellachse und ergänzt den schon bekannten Werkstücklängensensor BDA-Pilz.
Als Alternative zur Laserlichtschranke bietet Nordmann als Neuheit einen Lasersensor an, der Zerspanungswerkzeuge wie Spiralbohrer, Reibahlen und Gewindebohrer mit Hilfe eines Laserpunktes kontrolliert, dessen Reflexlichtlaufzeit gemessen wird. Da das Verfahren auch bei Distanzen bis zu mehreren Metern funktioniert, ist es äußerst flexibel auch in größeren Maschinen einsetzbar (s. Kapitel "Veröffentlichungen")
Nordmann verfügt nun über einen Drehmomentsensor für rotierende Wellen, der die getrennte Erfassung der Drehmomente von z. B. Gewindebohrern in Mehrspindelbohrköpfen ermöglicht. Er kann zwischen der HSK-Aufnahme und dem Gewindebohrfutter eingesetzt werden.
Zum 1.10.2003 wurde in der Schweiz am Zürichsee in 8808 Pfäffikon eine Zweigniederlassung der nun für Auslandsgeschäfte tätigen Nordmann-International GmbH gegründet. Hiermit können wir unsere Kunden vor Ort angesichts der zunehmenden Aufträge aus dieser Region und auch anderen südeuropäischen Ländern schneller betreuen.
Am 30.09.03 fand im Hause Nordmann die Abschlussvorstellung zum Projekt "Intelligenter Drehmeißel" statt. Dieses Projekt hatte die Entwicklung von verschleißmeldenden Wendeschneidplatten für Drehmeißel zum Gegenstand. Solche Werkzeuge erübrigen einerseits das Einlernen bzw. die Einstellung von Grenzwerten für Wirkleistungs-, Kraft- und Körperschallgrenzwerte, andererseits sind ihre Kosten entsprechend höher. Das Abschluss-Seminar gab einen Überblick sowohl über den Entwicklungsstand dieser neuen Werkzeuge, als auch über Weiterentwicklungen der alternativen prozessbegleitenden Messverfahren auf Basis Wirkleistungs-, Kraft- und Körperschallmessung. Es wurden ebenso neuere postprozess kontrollierende Methoden vorgestellt, welche den Schneidenzustand bzw. die Werkzeuglänge vor- oder nach der Werkstückbearbeitung prüfen. Nordmann und das Fraunhofer-Institut IST der Universität Braunschweig waren die Projektleiter zu diesem Verbundprojekt. Ein detailliertes Informationsblatt zu dieser Veranstaltung können Sie hier downloaden als PDF-Dokument.
Ab Softwarestand 1.149 ist es möglich, die Grenzwerthöhe und die Form der Hüllkurven grafisch am Touchscreen aller Tool Monitore SEM-Modul und SEM-Profibus zu korrigieren oder einzustellen. Dazu wird ab sofort ein Touchpen mitgeliefert, dessen Schnapphalterung rechts neben dem Display befestigt wird. Der Touchpen ist mit dieser Halterung über ein Spiralband verbunden. Mit dem Stift können die Grenzwerte im Fall eines falschen Alarms spielend leicht in ihrer Höhe oder Form korrigiert und optimiert werden, ohne dass der Bediener Kenntnis von den Menüs des Systems haben muss (s. Fotos). Falls einzelne Grenzen nicht verstellt werden dürfen, kann deren Verstellung über die Bedienerverwaltung gesperrt werden. D. h., danach dürfen nur bestimmte Bediener diese Grenzen verändern, nachdem sie sich über ihr Passwort angemeldet haben.
Über die Bedienerverwaltung können außerdem unbenötigte oder selten benötigte Menüs entfernt werden. Das System wird damit auf die für den täglichen Gebrauch erforderlichen Menüs "zusammengestutzt". Damit wird es übersichtlicher insbesondere für Bediener, die nur selten Eingaben vornehmen.

Ein neuer Inprozess-Messtaster von Nordmann für CNC-Drehmaschinen erkennt den Kontakt zwischen einer Rubinkugel und dem Werkstück über die Schwingungen, die beim Rutschen der Prüfkugel auf der Oberfläche des rotierenden Werkstückes entstehen. Die Genauigkeit liegt unter 1 Micrometer und ist damit besser als schaltende Taster. Aufgrund der Relativbewegung zwischen Taster und Werkstückoberfläche sind Fehlmessungen durch Schmutz zwischen Tastkugel und Werkstück ausgeschlossen. Die Tastkugel reinigt sich sozusagen selbst. Der "Reibungsschalltaster" genannte Sensor hat die Kurzbezeichnung RST und kann über den Winkel des Tasters zur Halterung und die Länge des Tasters an verschiedene Aufgaben angepasst werden (Vermessung von Bohrungen, Mantelflächen oder Planflächen).
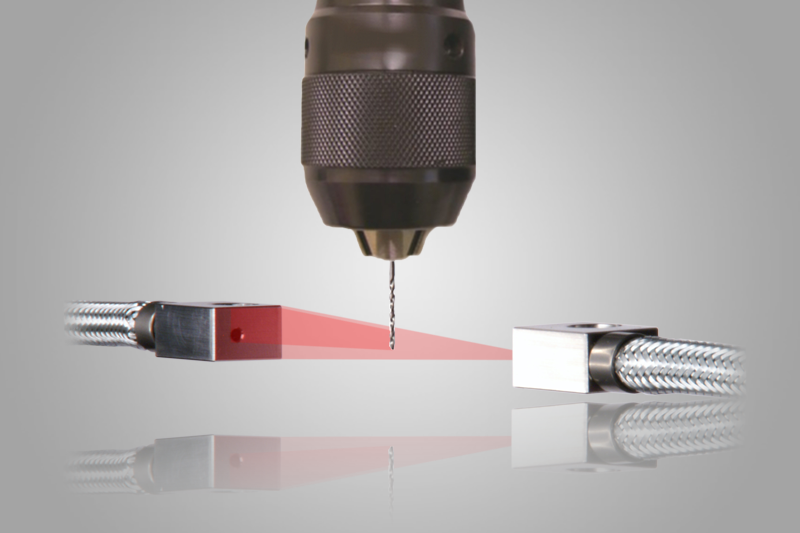
Auf der Messe AMB zeigten wir den "Staudrucksensor SDS", der ein Werkzeug mit einem dünnen Strahl aus beliebigem Kühlschmierstoff (auch Öl) als "Strahlschranke" auf Länge kontrolliert. Das Messprinzip ist identisch mit einer Infrarot- oder Laserlichtschranke, allerdings mit Kühlschmierstoff statt Licht als Medium. Der Vorteil liegt in der Unabhängigkeit von Verschmutzungen und der Fähigkeit, von einem Bohrer ablaufenden Kühlschmierstoff mit dem Strahl der Schranke "wegzublasen", ohne warten zu müssen. Die Strahlschranke kann deshalb vom Bohrer im Eilgang durchfahren werden. Eine Variante des SDS wird zur Prüfung von Bohrungen auf Durchgängigkeit verwendet (z. B. Ölkanalbohrungen, die nebenbei durch diese Prüfung auch gereinigt werden).
Nicht erkannte Werkzeugbrüche können teuer und ärgerlich sein. Wünschenswert wäre eine Betrachtung der Messkurve, die zum Zeitpunkt des Bruches aufgenommen wurde. Ggfs. liegt diese Messung aber einige Werkstücke zurück, so dass sie nicht mehr betrachtet werden kann. Für alle Nordmann Tool Monitore ist nun eine Zusatzplatine mit einer Speicherkarte (Compactflash) erhältlich, welche viele tausend Messkurven mit Datum und Uhrzeit automatisch parallel zur Überwachung speichert. Im Fall eines nicht erkannten Bruches bzw. einer unterbliebenen Verschleißmeldung kann so nachträglich die betreffende Messkurve am Tool Monitor oder nach Herausziehen der Karte am Büro-PC beurteilt werden. Beim Vergleich mit den davor gemessenen Kurven wird dann schnell klar, welcher Grenzwert gewählt werden müsste, ob die Messkurve geglättet werden sollte, oder ob der Zeitbereich für die Berechnung der Mittleren Höhe falsch gewählt worden war. Oder man erkennt eine Zunahme der Dynamik (Welligkeit) der Messkurve, so dass besser der dynamische Anteil der Messkurve überwacht werden sollte.
Auf der diesjährigen Messe Metav in Düsseldorf zeigten wir auf unserem Stand, zur Überraschung der Besucher, unsere Neuheit zur Werkzeugüberwachung: Den "Hydro-Distanzsensor" HDS. Er dient zur Bruchkontrolle aller Zerspanungswerkzeuge über einen Kühlschmierstoffstrahl als "Werkzeugschneidentaster".
Dieser Sensor ist nicht zu verwechseln mit dem "Schall-Emissions-Hydrophon"!
Denn beim HDS dient ein Kühlschmierstoffstrahl nicht als Körperschallwellenleiter, sondern als Fühler eines elektronischen Abstandsmessverfahrens, das sensorisch in eine spezielle Kühlschmierstoffdüse integriert ist. Werkzeugbruch wird von diesem Sensor gemeldet, wenn der Strahl z. B. einen Bohrer aufgrund seiner bruchbedingten Verkürzung an seiner Spitze nicht mehr trifft (bei Kontrolle quer zum Bohrer), bzw. wenn die Bohrerspitze weiter als zuvor vom Sensor entfernt ist (bei Kontrolle in Richtung der Bohrerachse). Selbst kleine Schneidenausbrüche an beliebigen Werkzeugen können bei streifender Berührung der Schneide durch den Strahl erkannt werden. Der Kühlschmierstoff-Messstrahl des HDS kann weder verschleißen, verschmutzen, verbiegen noch sich in Späneknäueln verheddern und kontrolliert die Werkzeuge selbst im Eilgang.
Die Messwerte des HDS werden entweder von einem einkanaligen Gerät (SEM-B2) oder von einem mehrkanaligen Monitor (SEM-Modul, SEM-Profibus) kontrolliert. Letztere können zusätzlich unsere gesamte Sensorpalette zur Messung von Wirkleistung, Körperschall und Kraft auswerten, oder interne Antriebsgrößen in Sinumerik, oder Indramat sensorlos mit Hüllkurven überwachen. So wird die prozessbegleitende und die postprozess-Werkzeugüberwachung in idealer Weise in einem System vereint.

Tool Monitor SEM-Profibus im Kleinformat: Mit nur 4 cm Breite ist sein Platzbedarf im Schaltschrank vernachlässigbar. Es wertet an den Siemens-Steuerungen 840D oder 810D die internen Antriebsgrößen Wirkleistung, Drehmoment oder Strom-Istwert aus und überwacht diese zur Kontrolle des Werkzeugzustandes mit geraden oder kurvenförmigen Grenzen (Hüllkurven). Als Softwareoption gibt es die dynamische Auswertung und von Werkstück zu Werkstück sich jeweils neu anpassende Hüllkurven. BDE- und MDE-Funktionen sind ebenfalls per Software freischaltbar. Zum zentralen Sammeln der BDE/MDE-Daten oder zum Anschluß eines Flachdisplay hat das System einen CAN-Bus-Anschluss.
Die im Tool Monitor enthaltene Benutzerverwaltung ermöglicht nach der Eingabe eines Codes den Zugang zu bestimmten Menüs. Der sog. "Superuser" ist der Benutzer, der alle Menüs bedienen und Zugangsberechtigungen vergeben darf. Sein Zugang erfolgte bisher auch über einen Code. Er kann sich nun über seinen Fingerabdruck vom System identifizieren lassen. Es können mehrere unterschiedliche User pro System angelegt werden.
Der 3D-Kraftaufnehmer auf Piezoquarzbasis mit integriertem 3-Kanal-Ladungsverstärker lässt sich ohne zusätzlichen Verstärker direkt an den Tool Monitor anschließen. „3D“ bedeutet, dass er in alle 3 Raumrichtungen misst. Sein Platz ist vorwiegend unter dem Revolverkasten in CNC-Drehmaschinen. Er dient zur Brucherkennung beim Hartdrehen. Ansonsten hat sich die Kombination aus Wirkleistungs- und Schallmessung bewährt.
In die Tool Monitore SEM-Modul und SEM-Profibus wurden neue Auswerteverfahren zur Bruchüberwachung der Bohrer in Mehrspindelbohrköpfen softwaremäßig integriert: Mit Hilfe eines Vergleichs der Wirkleistungskurve des aktuellen Werkstückes mit der Messkurve des vorangegangenen Werkstückes ist es nun möglich, Bohrer in Mehrspindelbohrköpfen mit bis zu 6 gleichen Bohrern auf Bruch zu überwachen. Parallel läuft ein Verfahren, das die Wirkleistung auf sprungartige Veränderungen kontrolliert. Der Bohrer wird als gebrochen erkannt, wenn eines der beiden Verfahren anspricht. Dadurch ist eine doppelte Sicherheit vor unerkannten Bohrerbrüchen gegeben.
Während der Messe EMO in Hannover präsentierten wir unsere unten aufgeführten Neuheiten. Der nach der Messe verspürte Auftragseingang bestätigte unsere führende Position in Techniken zur Werkzeugüberwachung.
Die prozessbegleitende Überwachung äußerst kleiner Spiral- und Gewindebohrer in Bearbeitungszentren war bisher erschwert aufgrund der fast ausschließlichen Verwendung von Rundtischen, die eine Verlegung von Sensorkabeln erschweren bzw. unmöglich machen. Deshalb wurde ein Körperschallsensor entwickelt, dessen Messwerte mit einem Messwertsender drahtlos von der Werkstückspannvorrichtung übertragen werden. Dieser Sensor läuft bis zum Batteriewechsel im 3-Schichtbetrieb über 1 Jahr. Mit Hilfe optional lieferbarer Solarzellen ist er völlig autark. Der Sensor kann z. B. auch an Revolverscheiben in CNC-Drehmaschinen eingesetzt werden und bietet dadurch einen bisher nicht gekannten Störsignalabstand gegenüber Maschinengrundgeräuschen. Zudem entfällt das beim Nachrüsten kabelgebundener Sensoren oft schwierige Kabelverlegen.

Dieser neue Tool Monitor nimmt die Wirkleistungs- und Drehmomentwerte von bis zu 8 Vorschub- und Spindelantrieben sensorlos über den Profibus der verbreiteten Siemens-Steuerung Sinumerik 840 D auf. Der Verkabelungsaufwand dieses Systems wird hierdurch ganz erheblich reduziert. Das System und die Software SinTerm wurden von Siemens als betriebssicher zertifiziert.
Das Zertifikat steht hier als PDF-Dokument zur Verfügung.
Falls zusätzliche Überwachungsaufgaben in der selben Maschine gelöst werden müssen, die etwa den Anschluss von Körperschall- oder Kraftsensoren erfordern, so ist dies mit bis zu 8 weiteren Kanälen am selben System ohne zusätzliche Systemhardware möglich.
Zur Überwachung niederfrequenter Schwingungen, wie sie etwa beim Rattern in Zerspanungsmaschinen oder infolge von Unwuchten auftreten, hat Nordmann einen in 2 orthogonalen Richtungen messenden Schwingungsaufnehmer namens SNF-SEA-Mini entwickelt. Dieser Sensor misst ab 0Hz, kann also auch Beschleunigungswerte von Vorschubachsen kontrollieren.
Werkzeugspindeln sind starken Belastungen durch mögliche Unwuchten und Crashs ausgesetzt. Nordmann entwickelte ein System, das radiale und axiale Belastungen mit spindelintegrierten Kraftsensoren überwacht und im Fall der Verletzung von Grenzwerten speichert. Die Visualisierung der Meßwerte erfolgt entweder auf dem Monitor einer offenen NC-Steuerung, einem tragbaren PC oder auf einem eigenen Monitor.
Im IDEE-Projekt werden unter der Leitung des Fraunhofer-Instituts für Schicht- und Oberflächentechnik IST (Braunschweig) und der Nordmann GmbH & Co. KG Techniken zur direkten Verschleißkontrolle von Wendeschneidplatten über Dünnschichtsensoren auf der Freifläche entwickelt. Auf diesem Seminar wurde der bisherige Entwicklungsstand demonstriert.
Kontrolle des Innen- und Außendurchmessers und der Länge von Drehteilen in CNC-Drehmaschinen mit Hilfe der Speicherung der NC-Achsenposition bei der akustischen Erkennung der Berührung zwischen einem Prüfwerkzeug und dem Werkstück. Die gewonnenen Positionsdaten werden zur Korrektur der Schneidenposition der Zerspanungswerkzeuge oder zur Aussonderung von Ausschußteilen verwendet. Das Verfahren erübrigt gesonderte Inprozeß-Meßtaster oder noch wesentlich teurere Postprozeß-Meßeinrichtungen.
Ein neuer Ultraschallsensor kontrolliert insbesondere in Bearbeitungszentren mit einem gebündelten Ultraschallstrahl kleine Bohrer oder Fräser auf ihre Länge (ab 0,5mm Durchmesser). Die Kontrolle erfolgt auf dem Weg des Werkzeuges vom Werkstück zum Magazin (oder umgekehrt), auch unter Eilganggeschwindigkeit. Das Verfahren ist völlig verschmutzungsunanfällig und verschleißfrei.
Alternativ zur Integration einer eigenen Betriebsdatenerfassung im SEM-Modul wurde das SEM-Modul als reines Werkzeugüberwachungssystem in vorhandene PC-basierte BDE-Terminals von DLOG (Typ DNeT HPC 5 und DNeT IPC 5) integriert. So können nun die Meßkurven am Monitor des DLOG-PCs betrachtet werden. Die Bedienung des als Blackbox (Hutschienengehäuse) über die RS232-Schnittstelle mit dem DLOG-PC verbundenen SEM-Moduls erfolgt vollständig über den Touchscreen des DLOG-Monitors. Die zusätzliche Montage eines Monitors oder einer Tastatur entfällt somit.
Integration einer Betriebsdatenerfassung in den Tool Monitor SEM-Modul als Option: Dadurch erhält man einen Überblick über die Auslastung und mögliche Schwachstellen einzelner Werkzeugmaschinen an einem zentralen PC, der über ein Bussystem mit den Tool-Monitoren der Werkzeugmaschinen verbunden ist. Anhand der zentralen aktuellen Anzeige der aktuellen Auftragslage jeder Maschine erhält man ein Instrument zur Planung der Maschinenbelegung.
Contattateci – saremo lieti di consigliarvi.
