
| Facteurs de coûts, de bénéfices et d'économies | Détails/Calcul | Coûts, bénéfices et économies par an |
|---|---|---|
| Temps de fonctionnement supplémentaire de la machine (fonctionnement pendant les pauses et en équipe non surveillée) | 4 heures/jour sur 250 jours/an avec un rendement de 80 €/heure en équipe non surveillée | Bénéfice supplémentaire : 80.000 € |
| Évitement des coûts consécutifs dus à la casse d'outil (outils défectueux, y compris sur les postes suivants) | Précédemment 1.500 €/semaine sur 50 semaines/an en raison de dommages aux outils, porte-outils et pièces de machine | Économies : 75.000 € |
| Prévention des incendies de machine | Coûts annualisés des incendies de machine de 5.000 €/an | Économies : 5.000 € |
| Évitement des coûts consécutifs dus à la casse d'outil (temps d'arrêt) | 2 % de production supplémentaire avec un rendement de 80 €/heure en double équipe (16 heures/jour sur 250 jours/an) | Bénéfice supplémentaire : 6.400 € |
| Prolongation de la durée de vie des outils | 20 % de durée de vie plus longue avec des coûts d'outillage de 90.000 €/an | Économies : 18.000 € |
| Augmentation des paramètres de coupe sans risque | 10 % de production supplémentaire avec un rendement de 80 €/heure sur 16 heures/jour sur 250 jours/an | Bénéfice supplémentaire : 32.000 € |
| Possibilité d'utiliser des outils moins coûteux | 5 % d'économies sur le coût annuel des outils s'élevant à 90.000 €/an | Économies : 4.500 € |
| La visualisation des courbes de mesure révèle des trajets chronophages à faible avance de travail | 5 % de production supplémentaire avec un rendement de 80 €/heure sur 16 heures/jour sur 250 jours/an | Bénéfice supplémentaire : 16.000 € |
| Détection/prévention des pièces courtes par contrôle lors du tournage frontal ou par capteur de longueur de pièce WLT ou IND | Économies sur une station de contrôle séparée d'un coût de 1.500 €/an et/ou contrôle manuel nécessitant 50 heures-homme/an à 35 €/heure-homme | Économies : 3.250 € |
| Contrôle en cours des dimensions de la pièce au moyen du bruit de friction entre l'outil de contrôle et la surface en rotation rapide de la pièce ou de l'outil | Économies sur une station de contrôle séparée d'un coût de 1.500 €/an et/ou contrôle manuel nécessitant 50 heures-homme/an à 35 €/heure-homme | Économies : 3.250 € |
| Évitement des passes à vide (« Gap Control ») par détection d'attaque, notamment lors de la rectification | 5 % de production supplémentaire avec un rendement de 80 €/heure sur 16 heures/jour sur 250 jours/an | Bénéfice supplémentaire : 16.000 € |
| Bénéfice supplémentaire avec surveillance d'outils | Addition des bénéfices supplémentaires et des économies | Total : 259.400 € |
| Coûts du système de surveillance d'outils | Redevance annuelle de location de 3.500 € pour le Tool Monitor et les capteurs | Coût de location : 3.500 € |
| Coûts de fonctionnement du système de surveillance d'outils | 1 heure-homme/semaine, 50 semaines/an et 35 €/heure-homme pour l'utilisation du Tool Monitor | Coût : 1.750 € |
Les économies et les gains supplémentaires présentés sont basés sur un exemple concret tiré de la pratique, avec des hypothèses compréhensibles concernant les durées de fonctionnement, les taux horaires et les coûts d'outillage.
Pour pouvoir évaluer de manière réaliste la rentabilité pour votre propre machine, nous vous proposons un modèle de calcul en PDF, avec lequel vous pouvez adapter tous les paramètres pertinents de manière individuelle !
Pour la surveillance d'outils et le contrôle du processus, des courbes de mesure appropriées sont formées à partir des valeurs de mesure des capteurs ou des données numériques de l'entraînement, qui, si nécessaire, sont entourées de valeurs limites après filtrage du signal (par exemple, lissage, calcul de la moyenne, filtrage passe-haut, redressement, ...) en fonction de la tâche.
Dès que la courbe de mesure franchit une limite, une sortie de commutation qui lui est associée commute, ce qui peut par exemple déclencher un arrêt immédiat de l'avance, une modification de la vitesse d'avance, l'appel d'un outil jumeau ou la sauvegarde d'une position d'outil.
Dans les sous-chapitres suivants, nous vous montrons des captures d'écran du Tool Monitor, où les différentes possibilités de surveillance sont expliquées plus en détail.
« Affichage de l'écran du Tool Monitor »
« Affichage de l'écran du Tool Monitor »
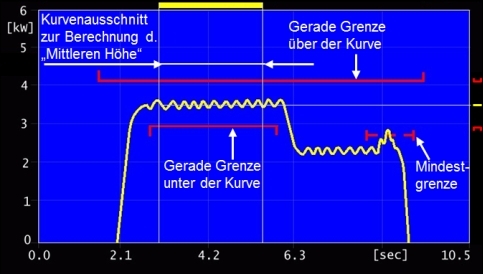
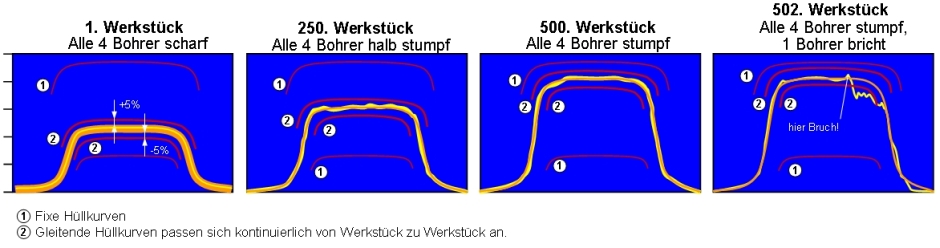
Permet de surveiller la rupture de plusieurs forets entraînés par un moteur commun, avec mesure de la puissance effective.
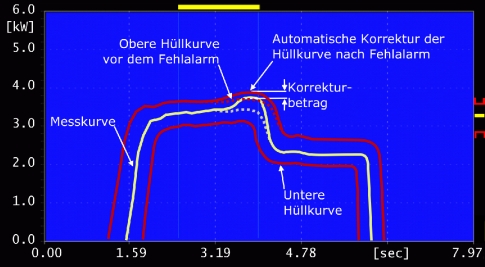
Problème initial : La hauteur de la valeur mesurée varie moins en raison de la rupture d'un seul foret qu'en raison de l'usure de tous les forets. Cela signifie que les enveloppantes fixes ne sont pas violées.
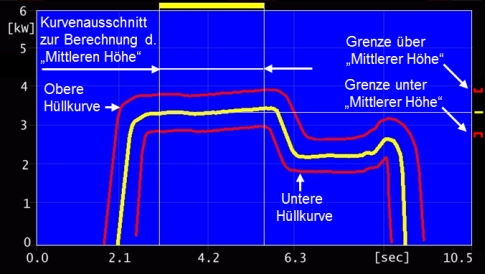
Solution : Adaptation glissante des limites d'enveloppante d'une pièce à usiner à l'autre à la modification de la hauteur de la courbe de mesure due à l'usure de l'outil. Cela permet de sélectionner une distance beaucoup plus faible entre l'enveloppante et la courbe de mesure.
L'enveloppante est orientée avec un pourcentage d'écart (par exemple ± 5 %) par rapport à une « courbe de mesure moyenne », qui est formée par la moyenne des dernières pièces à usiner.
« Affichage de l'écran du Tool Monitor »
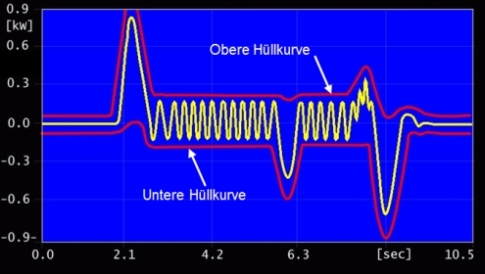
Application de la part dynamique :
« Affichage de l'écran du Tool Monitor »
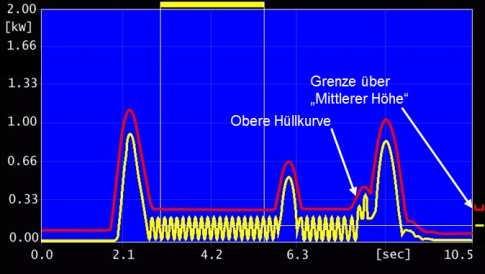
Application de la part dynamique rectifiée :
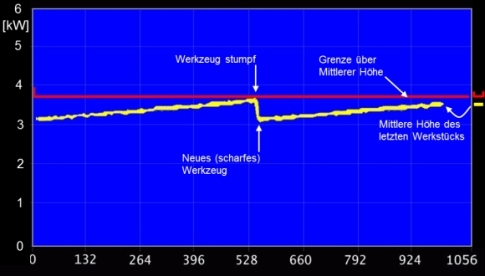
Pendant la surveillance des courbes de mesure, une valeur moyenne est calculée à partir de chaque courbe de mesure, que nous appelons « Hauteur moyenne ». Cette « hauteur moyenne » est affichée dans une deuxième vue d'écran comme une tendance sur le nombre d'usinages de pièce à usiner. Cet affichage aide l'opérateur à juger si la hauteur moyenne convient pour surveiller l'usure d'un outil. En règle générale, la hauteur moyenne augmente avec l'usure des outils. Toutefois, il peut arriver que l'augmentation de la hauteur moyenne ne soit pas assez nette, ou qu'elle fluctue fortement. En faisant une moyenne supplémentaire de la hauteur moyenne sur plusieurs opérations d'usinage, l'opérateur peut améliorer le résultat. C'est aussi le but de montrer l'évolution de la hauteur moyenne.
« Affichage de l'écran du Tool Monitor »
« Affichage de l'écran du Tool Monitor »
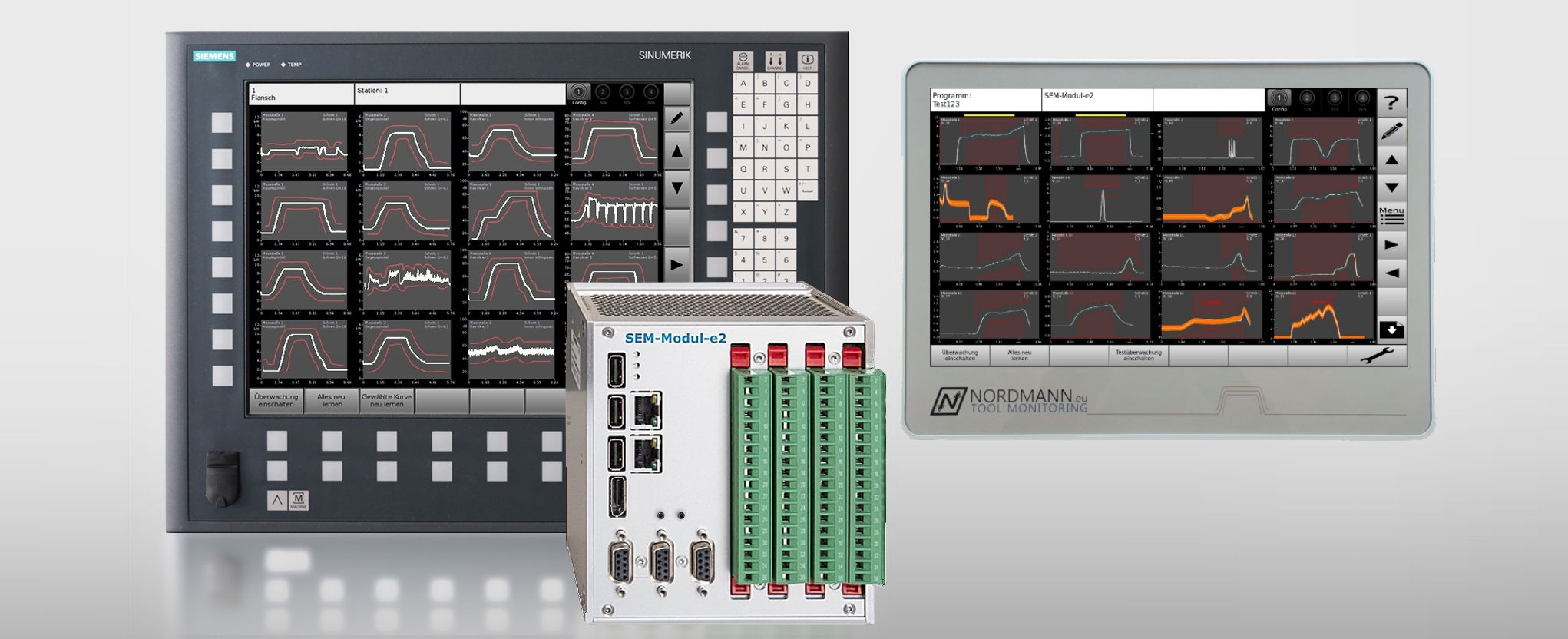
Capture d'écran du Tool Monitor SEM-Modul-e2 avec différentes vues de surveillance
Vous pouvez télécharger ici notre présentation d'entreprise actuelle en format PDF. Elle contient un aperçu compact de Nordmann – nos solutions, produits, technologies et références.
Contactez-nous – nous serons heureux de vous conseiller.